一 : 张家口卷烟厂:张家口卷烟厂-企业简介,张家口卷烟厂-企业管理
张家口卷烟厂有限责任公司(简称张烟公司)创建于1939年,是一个有着70年历史的大型国有企业,1992年进入全国烟草行业大型一档工业企业行列,是中国北方规模最大的单体卷烟生产企业,烟草行业重点工业企业之一,全国纳税百强企业,曾连续7年被列入全国500家最大工业企业,2006年改制成有限责任公司。
张家口卷烟厂_张家口卷烟厂 -企业简单介绍
张家口卷烟厂国家大型一档企业,总资产21.34亿元,卷烟年生产能力95万箱,是中国北方最大的卷烟工业企业,连续七年入选全国500家最大工业企业,同时也是全国烟草行业内重点工业企业之一。先后荣获2001年烟标收藏博览会名牌烟标、河北名牌、河北省用户满意产品、国家优等品和2004年度中国烟标文化奖。2003年国家烟草专卖局批准“钻石”品牌在河北市场享受名优烟待遇,2004年又批准在全国范围内享受名优烟待遇,并与“北戴河”品牌双双入选《烟草产品百牌号目录》。法人代表、厂长师进辉。张家口卷烟厂_张家口卷烟厂 -企业管理
张烟公司坚持管理第一要素,本着“以管理促发展、向管理要效益”的指导思想,不断加强各项基础管理工作,先后开展了6S管理、预算管理、精细化管理和标识管理等工作,并积极开展管理创新活动,构建并实施“精细六合”管理体系,为企业的发展奠定了坚实的基础。技术改造----2005年,被列为“省重点技术改造项目”、“张家口市10大立市项目”的张烟公司技改项目正式启动,2009年联合工房全面投入使用,技术装备水平实现了里程碑式的跨越,为企业的发展提供了强大的动力。张家口卷烟厂_张家口卷烟厂 -企业文化
2004年,张烟公司全面启动企业文化建设工程。公司秉承“至诚、超越”的企业精神,牢记“精造烟中佳品,诚报家国天下”的企业使命,努力为实现“常青企业、业界钻石”的宏伟蓝图努力奋斗!张家口卷烟厂_张家口卷烟厂 -企业荣誉
张烟公司先后荣获“河北省质量效益型先进企业” 、“河北百强企业” 、“河北省重合同守信用企业”、“河北省先进集体”、“张家口市特等模范集体”等光荣称号。2005年,张烟公司被中华全国总工会授予“模范职工之家”荣誉称号。张家口卷烟厂_张家口卷烟厂 -领导简单介绍
胡自强张家口卷烟厂_张家口卷烟厂 -产品品牌
70’S直标:大天鹅、大境门、山花、飞虎、丰收、太阳(10支)、月季、玉竹、龙、东风、白鹦鹉、冬梅、红宇、红山城(有语录标)、红满天(有口号标)、丽花、迎宾、松鹤、金梅、官厅、经济、春花、香玉、钻石、清河、鸿雁、蓝钻石二 : 5张家口卷烟厂
张家口卷烟厂有限责任公司 部 门:三车间 发布人:潘 欣
前
言
张家口卷烟厂有限责任公司三车 间滤棒成型工段主要生产溶剂型加胶 棒,共有 YL21成型机17台套,是我公 司生产低档卷烟滤棒的主要设备。 根据国家局精神,自2010年起卷 烟用滤棒将由原来的溶剂型加胶棒改 为水溶剂型加胶棒。为实现水溶剂型 加胶棒的生产,我们QC小组进行深入 地研究和攻关。
小组成员简介
小组名称
注册号
序号 1 2 3 4
三车间QC小组
ZYQC-SCL-09-25
姓名 文化程度 本科 本科 本科 专科
活动时间
活动次数
职称 工程师 工程师 工程师 技术员
2009年6月-2010年3月
21次 课题类型 创新型
组内分工 组长 副组长 技术支持 收集资料
孟庆志 丁晓卫 崔庆军 李卫东
5
6 7 8 9 10 11
潘 欣
杨佳英 王笑敏 王文忠 李志强 宋建平 戴福来
本科
本科 专科 高中 高中 高中 专科
助理工程师
助理工程师 高级烟草检验工 高级修理工 高级修理工 高级修理工 电工
收集资料
收集资料 工艺质量检测 现场实施 现场实施 现场实施 现场实施
术语解释
水溶剂型加胶棒(简称水胶棒) 是指在聚丙烯滤棒生产过程中,采用水溶 性粘合剂对丝束进行粘合、固化加工成型的滤 棒。 干棒:切断粘合剂喷洒的滤棒。 湿棒:施加粘合剂的烘前滤棒。
一、选择课题
(一)问题的提出
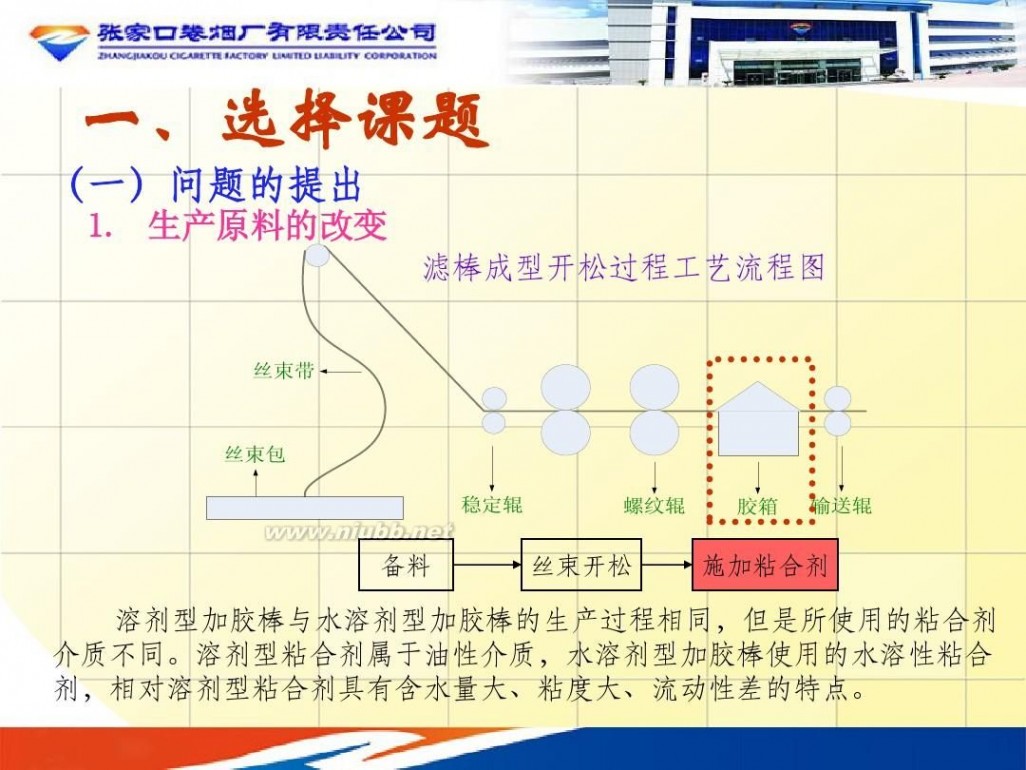
1. 生产原料的改变
滤棒成型开松过程工艺流程图
丝束带
丝束包 稳定辊 螺纹辊 胶箱 输送辊
备料
丝束开松
施加粘合剂
溶剂型加胶棒与水溶剂型加胶棒的生产过程相同,但是所使用的粘合剂 介质不同。溶剂型粘合剂属于油性介质,水溶剂型加胶棒使用的水溶性粘合 剂,相对溶剂型粘合剂具有含水量大、粘度大、流动性差的特点。
2.工艺指标的问题 聚丙烯加胶棒工艺指标对比如下表:
滤棒类型 溶剂型 加胶棒 重量(g) 0.60±0.05 圆周(mm) 吸阻(pa) 硬度(%) 长度(mm) 圆度(mm) ≥82 100±0.5 ≤0.35 24.00±0.20 2700±320
水溶剂型 0.64±0.05 加胶棒
24.00±0.20 2700±320
≥82
100±0.5 ≤0.35
从上表中可以看出工艺指标只在重量上略有差别,其它 指标完全相同。但是,由于主要原材料粘合剂的改变,达到 原有工艺标准成为我们面对的一大难题。 3.设备运行的问题 选用5#YL21滤棒成型机,使用水溶性粘合剂进行试验生 产,丝束固化效果差,盘纸浸湿,搭口位置不能有效粘合, 滤条进入刀头箱困难,机车不能平稳运行。生产的滤棒不成 型,外观褶皱严重,无法进行工艺指标的检测。
(二)现状分析
(三)确定课题
YL21滤棒成型机施胶方式为离心式上胶,上胶装臵为 圆盘式甩胶。当粘合剂通过摆线齿轮泵打到甩胶盘凹槽时, 由于高速离心
运动,使粘合剂呈“一”字型抛在丝束展开 面上。 由于水溶性粘合剂含水量较大,施胶呈线性分布,不 能形成散射面均匀喷洒在丝束上,造成滤棒外观缺陷严重, 无法达到工艺要求。 为避免盘纸浸湿,减少滤棒外观褶皱的问题,小组成 员进行了常规材料改进,增加盘纸的厚度。在溶剂型加胶 棒的生产中,使用盘纸克重为32g,选择克重为35g,38g, 40g,42g的盘纸分别进行试验,仍存在滤棒外观褶皱问题。 由此可见,YL21滤棒成型机现状不能使用水溶性粘合 剂生产滤棒,必须对设备进行全面改造。
研究水胶棒生产设备的改造方法
二、确定目标
公司要求滤棒各项工艺质量指标合格率为:≥95% 因此,我们将目标值设定为:
目标可行性分析
2008年小组成功完成了由普通丙纤滤棒到溶 剂型加胶棒生产的设备改造,达到了省中烟公司 溶剂型加胶棒的工艺标准,圆满完成了2009年溶 剂型加胶棒的生产任务。 共11名小组成员,专科以上学历8人,其中 3名工程师,2名助理工程师,4名高级烟机设 备修理工,1名高级烟草质检员。多次解决生 产过程中遇到的难关,是一支具有丰富的生产 经验和创新能力的优秀团队。 目前,设备现状不能达到水溶剂型加胶棒 的工艺标准,主要原因是施胶效果影响了滤棒 的工艺质量。只要针对水溶性粘合剂的特点进 行相应的设备改造,就能实现原有工艺指标。
改造经验 人员 工艺
三、提出方案并确定最佳方案
(一)总体方案
小组成员根据普通丙纤滤棒和溶剂型加胶棒的生产经 验,结合水溶性粘合剂含水量大、粘度大、流动性差的特点。 明确影响供胶效果的三个关键部位。
供胶泵 供 胶 主 要 部 位
甩胶轮
甩胶电机
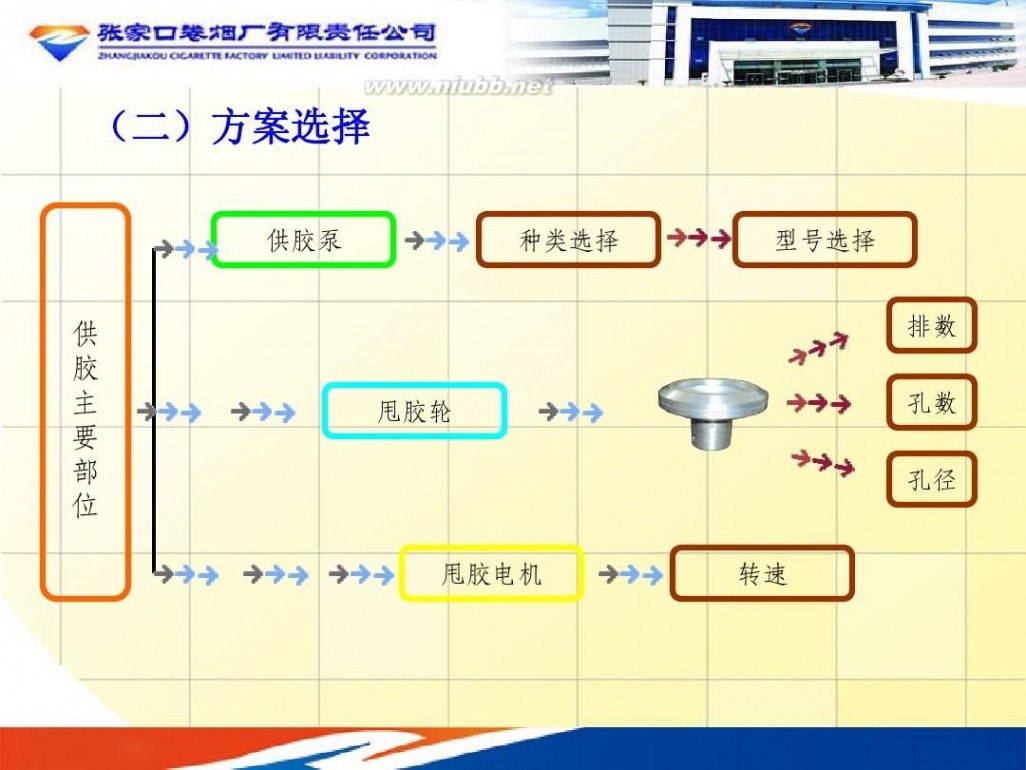
(二)方案选择
供胶泵 种类选择 型号选择 排数 甩胶轮 孔数 孔径 甩胶电机 转速
供 胶 主 要 部 位
供胶泵
种类选择
型号选择
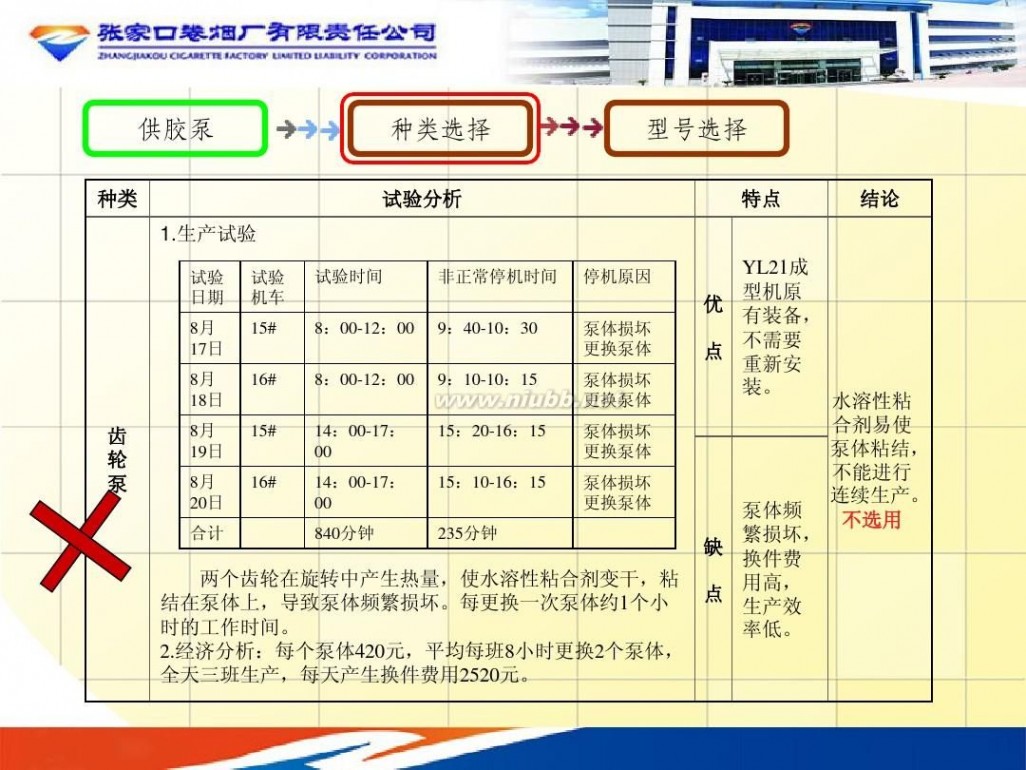
1. 选择供胶泵的类型
供 胶 泵 类 型 的 选 择
齿轮泵
齿轮泵
蠕动泵
进胶口
出胶口
供胶泵
种类 1.生产试验
试验 日期 8月 17日 8月 18日 试验 机车 15# 16# 15# 16# 试验时间
种类选择
试验分析
型号选择
特点 结论
非正常停机时间 9:40-10:30 9:10-10:15 15:20-16:15 15:10-16:15 235分钟
停机原因 泵体损坏 更换泵体 泵体损坏 更换泵体 泵体损坏 更换泵体 泵体损坏 更换泵体
8:00-12:00 8:00-12:00 14:00-17: 00 14:00-17: 00 840分钟
YL21成 型机原 优 有装备, 不需要 点 重新安 装。
齿 轮 泵
8月 19日 8月 20日 合计
两个齿轮在旋转中产生热量,使水溶性粘合剂变干,粘 结在泵体上,导致泵体频繁损坏。每更换一次泵体约1个小 时的工作时间。 2.经济分析:每个泵体420元
,平均每班8小时更换2个泵体, 全天三班生产,每天产生换件费用2520元。
泵体频 繁损坏, 缺 换件费 用高, 点 生产效 率低。
水溶性粘 合剂易使 泵体粘结, 不能进行 连续生产。 不选用
供胶泵
种类
种类选择
试验分析 1.生产试验分析:通过泵中 的三根小轴的转动,挤压软 管,将粘合剂供应到甩胶箱 内。在4天的生产试验中,机 车运行状况良好,没有泵体 损坏现象出现。 2.经济分析:每个蠕动泵需 1160元。 2009年8月24日~8月27日
型号选择
特点 1.泵体不易损坏,换件费用 低。 2 .胶质在软管内,不接触泵 体,胶质洁净,无污染。 在以前的生产过程中没有使 用过,没有生产使用经验。 三车间滤棒成型工段 分析 结论
优点
蠕动泵
适应 生产 需求 选用
缺点 试验地点
试验时间
蠕动泵
进胶口
软管
出胶口
供胶泵
种类选择
型号选择
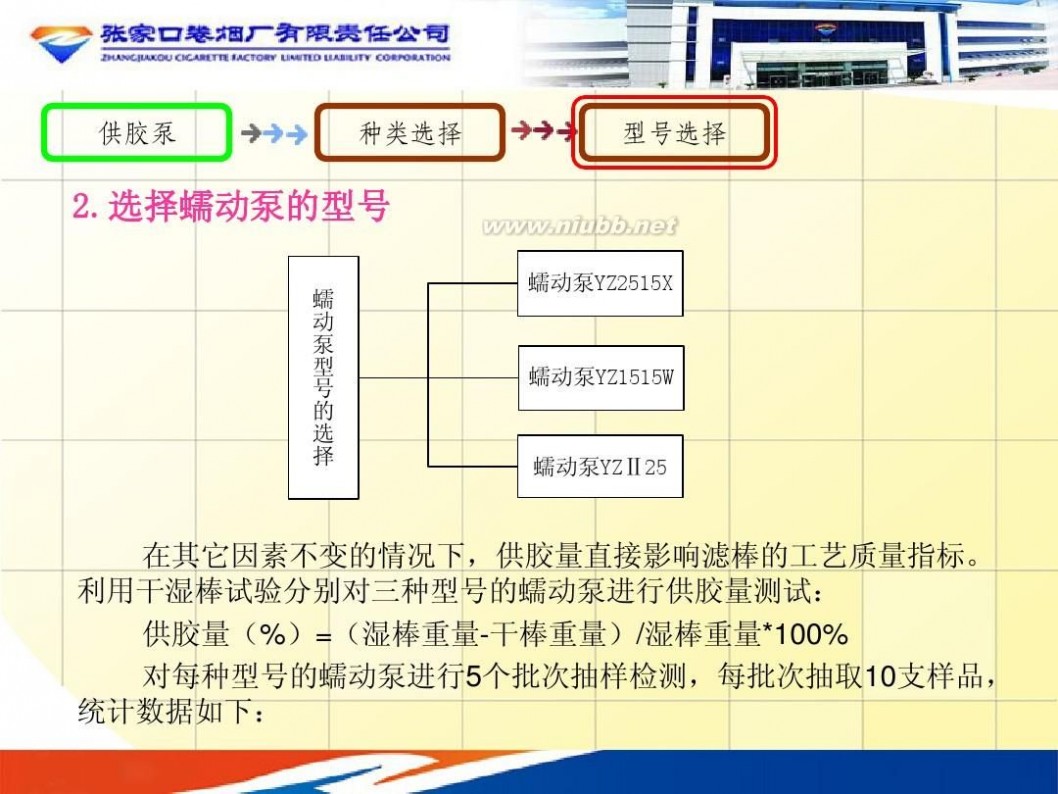
2.选择蠕动泵的型号
蠕 动 泵 型 号 的 选 择 蠕动泵YZ2515X
蠕动泵YZ1515W
蠕动泵YZⅡ25
在其它因素不变的情况下,供胶量直接影响滤棒的工艺质量指标。 利用干湿棒试验分别对三种型号的蠕动泵进行供胶量测试: 供胶量(%)=(湿棒重量-干棒重量)/湿棒重量*100% 对每种型号的蠕动泵进行5个批次抽样检测,每批次抽取10支样品, 统计数据如下:
供胶泵
批次 蠕动泵 YZ2515X 干棒(g)
种类选择
1 5.89 2 5.92
型号选择
3 5.96 4 6.01 5 6.15 平均值 5.99
湿棒(g)
供胶量(%)
6.51
9.5
6.58
10.0
6.56
9.2
6.71
10.4
6.82
9.8
6.64
9.78
批次
蠕动泵 YZ1515W 干棒(g) 湿棒(g) 供胶量(%)
1
5.92 6.78 12.6
2
6.12 6.98 12.3
3
5.91 6.71 11.9
4
5.92 6.76 12.4
5
6.15 6.97 11.7
平均值
6.02 6.85 12.18
批次
蠕动泵 YZⅡ25
1 6.01
7.05 14.7
2 6.10
7.19 15.0
3 6.06
7.13 14.9
4 6.11
7.21 15.3
5 6.01
7.03 14.5
平均值 6.06
7.12 14.88
制表人:王笑敏
干棒(g)
湿棒(g) 供胶量(%)
制表时间:2009年9月15日
供胶泵
种类选择
型号选择
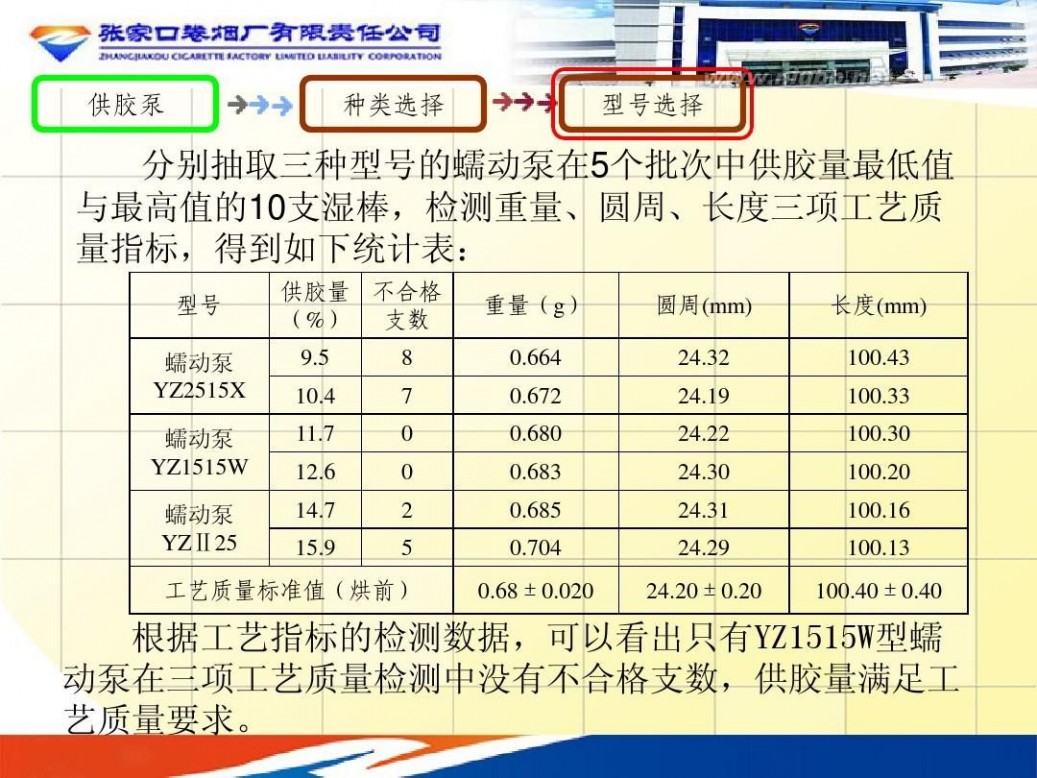
分别抽取三种型号的蠕动泵在5个批次中供胶量最低值 与最高值的10支湿棒,检测重量、圆周、长度三项工艺质 量指标,得到如下统计表:
型号 蠕动泵 YZ2515X 蠕动泵 YZ1515W 蠕动泵 YZⅡ25 供胶量 不合格 ( %) 支数 9.5 10.4 11.7 12.6 14.7 15.9 8 7 0 0 2 5 重量(g) 0.664 0.672 0.680 0.683 0.685 0.704 0.68±0.020 圆周(mm) 24.32 24.19 24.22 24.30 24.31 24.29 24.20±0.20 长度(mm) 100.43 100.33 100.30 100.20 100.16 100.13 100.40±0.40
工艺质量标准值(烘前)
根据工艺指标的检测数据,可以看出只有YZ1515W型蠕 动泵在三项工艺质量检测中没有不合格支数,供胶量满足工 艺质量要求。
供胶泵
种类选择
型号选择
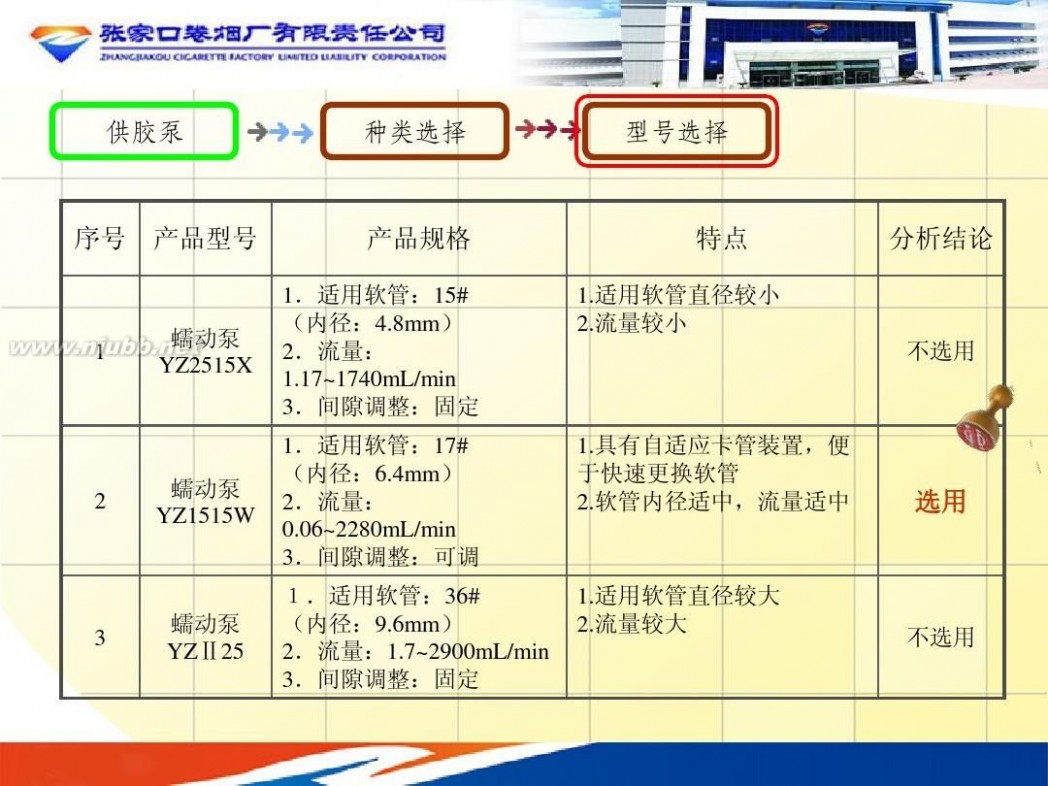
序号
产品型号
产品规格
1.适用软管:15# (内径:4.8mm) 2.流量: 1.17~17
40mL/min 3.间隙调整:固定 1.适用软管:17# (内径:6.4mm) 2.流量: 0.06~2280mL/min 3.间隙调整:可调 1.适用软管:36# (内径:9.6mm) 2.流量:1.7~2900mL/min 3.间隙调整:固定
特点
1.适用软管直径较小 2.流量较小
分析结论
1
蠕动泵 YZ2515X
不选用
2
蠕动泵 YZ1515W
1.具有自适应卡管装置,便 于快速更换软管 2.软管内径适中,流量适中
选用
3
蠕动泵 YZⅡ25
1.适用软管直径较大 2.流量较大
不选用
3.选择甩胶轮及电机 由于甩胶轮由专用电机带动旋转,因此所用电机的转速与 甩胶轮的结构共同影响粘合剂在丝束带上的喷洒效果,决定滤 棒吸阻和重量能否达到工艺质量指标要求,小组成员运用正交 试验法选择甩胶轮排数、单排孔数、孔径及电机转速。 因素水平表
因 水 平 素
甩胶轮 排数(排) 单排孔数(个) A B 孔径(mm) C
电机转速 ( 转) D
1 2
1 3
80 90
制表人:潘欣
1.0 1.2
1400 2800
日期:2009年9月23日
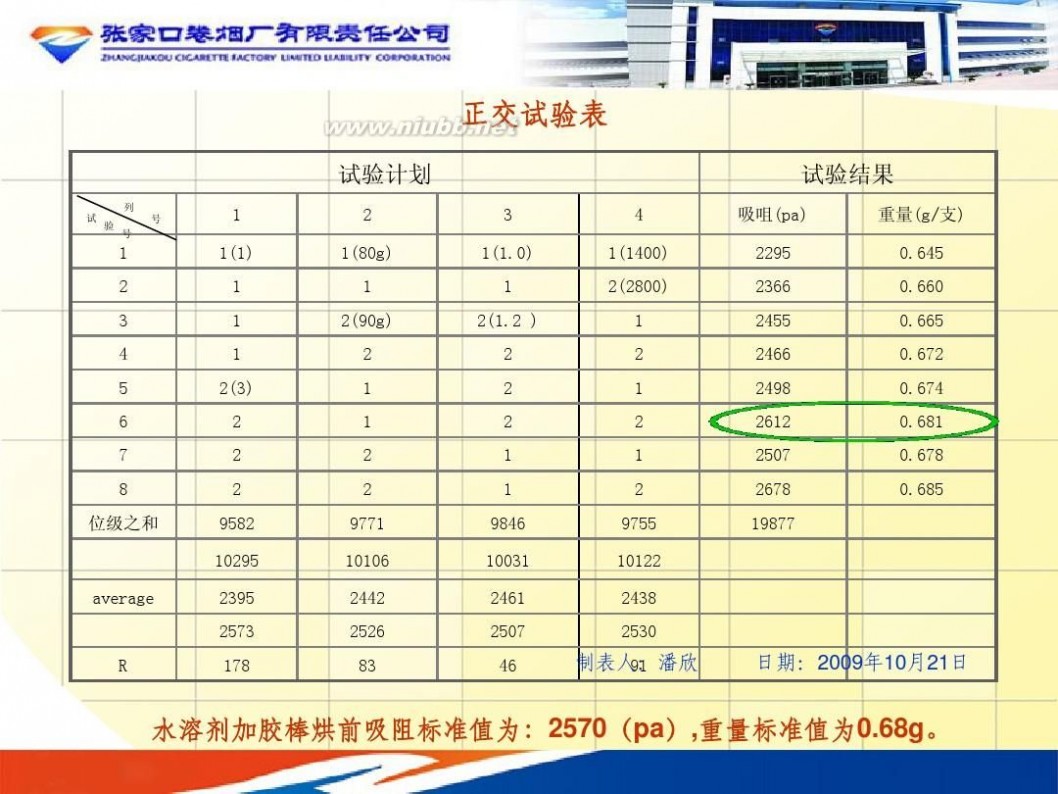
正交试验表
试验计划
列 试 验 号 号
试验结果
3 1(1.0) 1 4 1(1400) 2(2800) 吸咀(pa) 2295 2366 重量(g/支) 0.645 0.660
1 1(1) 1
2 1(80g) 1
1 2
3
4 5 6
1
1 2(3) 2
2(90g)
2 1 1
2(1.2 )
2 2 2
1
2 1 2
2455
2466 2498 2612
0.665
0.672 0.674 0.681
7
8 位级之和
2
2 9582 10295
2
2 9771 10106 2442 2526 83
1
1 9846 10031 2461 2507 46
1
2 9755 10122 2438 2530
2507
2678 19877
0.678
0.685
average
2395 2573
R
178
制表人:潘欣 91
日期:2009年10月21日
水溶剂加胶棒烘前吸阻标准值为:2570(pa),重量标准值为0.68g。
看一看:
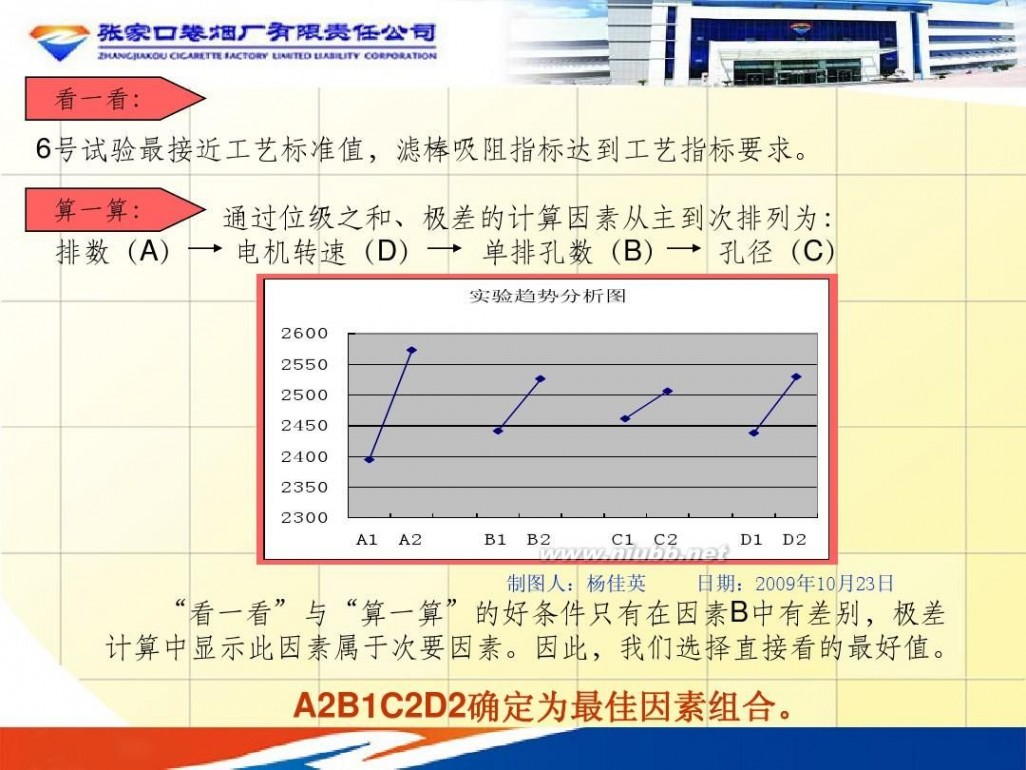
6号试验最接近工艺标准值,滤棒吸阻指标达到工艺指标要求。
算一算:
排数(A)
通过位级之和、极差的计算因素从主到次排列为: 电机转速(D) 单排孔数(B) 孔径(C)
实验趋势分析图 2600 2550 2500 2450 2400 2350 2300 A1 A2 B1 B2 C1 C2 D1 D2
制图人:杨佳英
日期:2009年10月23日
“看一看”与“算一算”的好条件只有在因素B中有差别,极差 计算中显示此因素属于次要因素。因此,我们选择直接看的最好值。
A2B1C2D2确定为最佳因素组合。
确定 最优
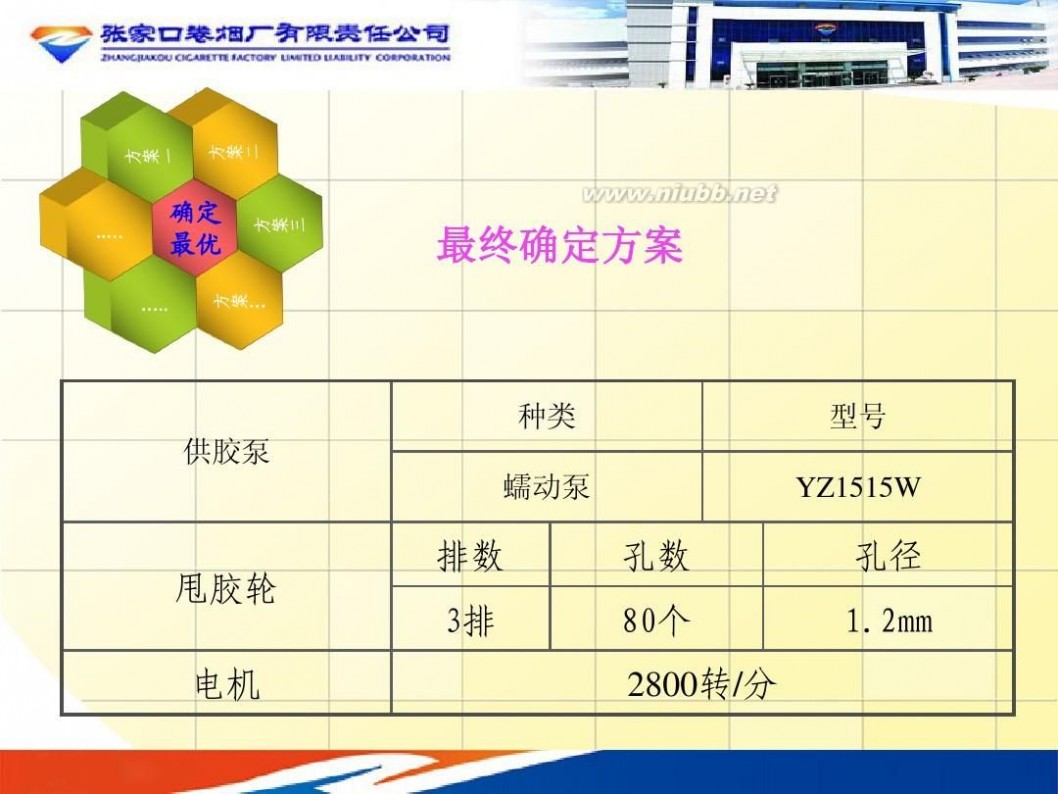
最终确定方案
种类
型号 YZ1515W
供胶泵
蠕动泵
甩胶轮 电机
排数 3排
孔数 80个 2800转/分
孔径 1.2mm
四、制定对策
序号 要素 对策 由机车主 电机带动 蠕动泵转动 更换高速 电机带动 甩胶轮转动 采用循环供 胶系统 目标 机车匀速运 行时,供胶 量允差在 ±2%以内 甩胶轮匀 速转动为 2800转/分钟 上胶、回 胶无堵塞 现象。 措施 蠕动泵通过 连轴器与齿 形带的轮连接 完成 时间 负责人 1 安装 蠕动泵 11月5日 王文忠 李志强
2
安装电 机及甩 胶轮 改造 供胶 管路
甩胶轮与 电机连接
11月16日
宋建平 戴福来 李志强 宋建平
3
胶管与 蠕动泵连
接
11月23日
制表人:潘欣
日期:2009年10月28日
五、对策实施
实施(一)
将YZ1515W型蠕动泵 固定在泵架上
安装调试蠕动泵
蠕动泵
1
2
通过连轴器及胶垫将蠕 动泵与齿形带轮轴连接
3
由主电机的转动,带动蠕 动泵,从而完成供胶。
齿形带轮
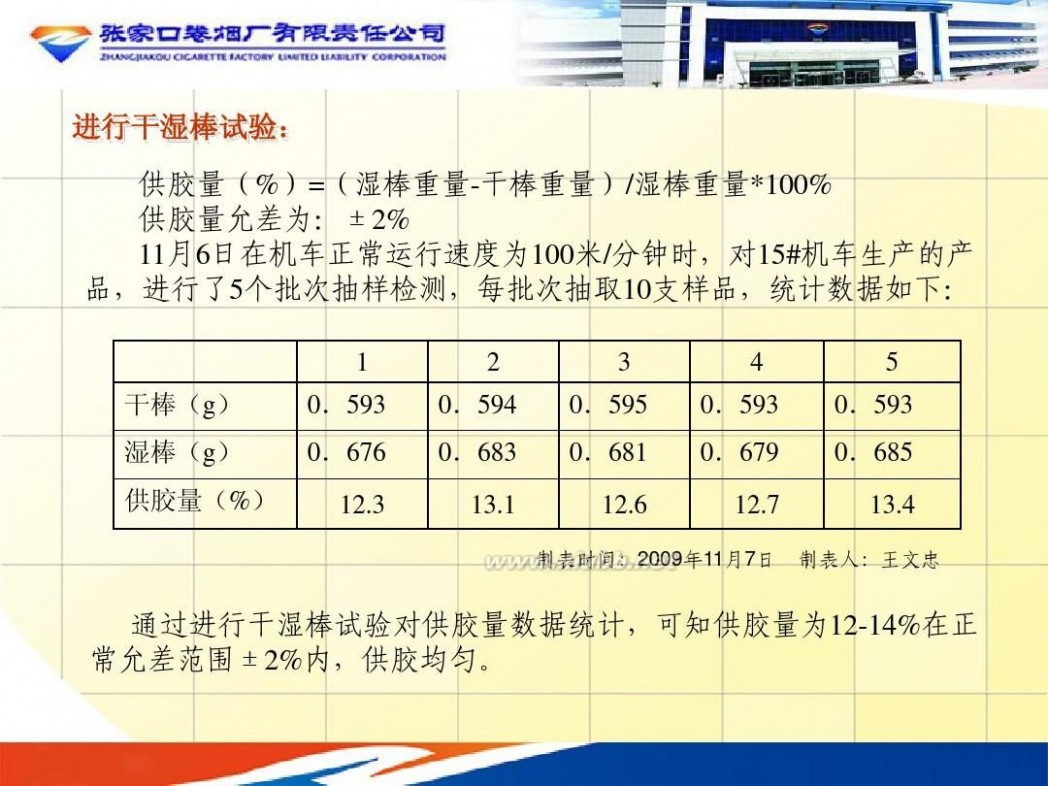
进行干湿棒试验: 供胶量(%)=(湿棒重量-干棒重量)/湿棒重量*100% 供胶量允差为:±2% 11月6日在机车正常运行速度为100米/分钟时,对15#机车生产的产 品,进行了5个批次抽样检测,每批次抽取10支样品,统计数据如下:
1 干棒(g) 0.593 2 0.594 3 0.595 4 0.593 5 0.593
湿棒(g) 供胶量(%)
0.676
12.3
0.683
13.1
0.681
12.6
0.679
12.7
0.685
13.4
制表人:王文忠
制表时间:2009年11月7日
通过进行干湿棒试验对供胶量数据统计,可知供胶量为12-14%在正 常允差范围±2%内,供胶均匀。
实施(二)
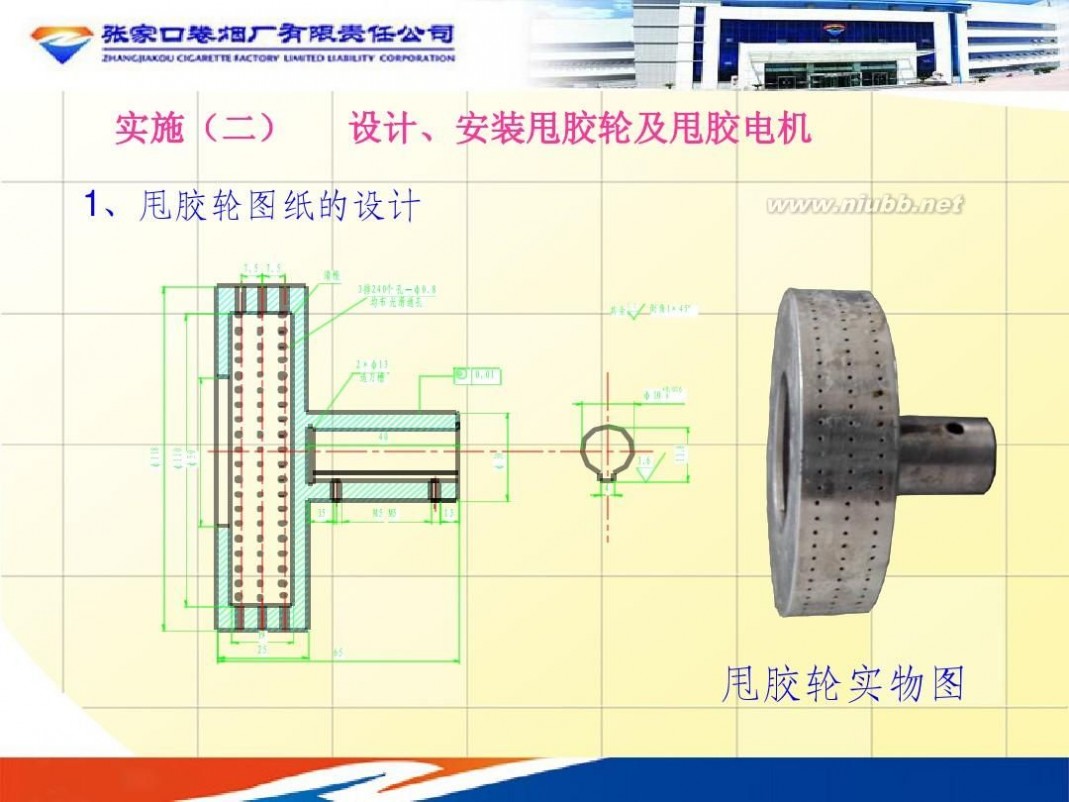
设计、安装甩胶轮及甩胶电机
1、甩胶轮图纸的设计
7.5 7.5 清根 3 排 2 4 0个 孔—φ 0 . 8 均布 光滑通孔
其余
3.2
倒 角 1× 4 5°
2 ×φ 1 3 退刀槽
0.01 φ 10
+0.016 0
40
φ118
φ110 φ50
φ 30
1 .6 4
15
M 5 M5
13
19 25
65
1 1 .8
甩胶轮实物图
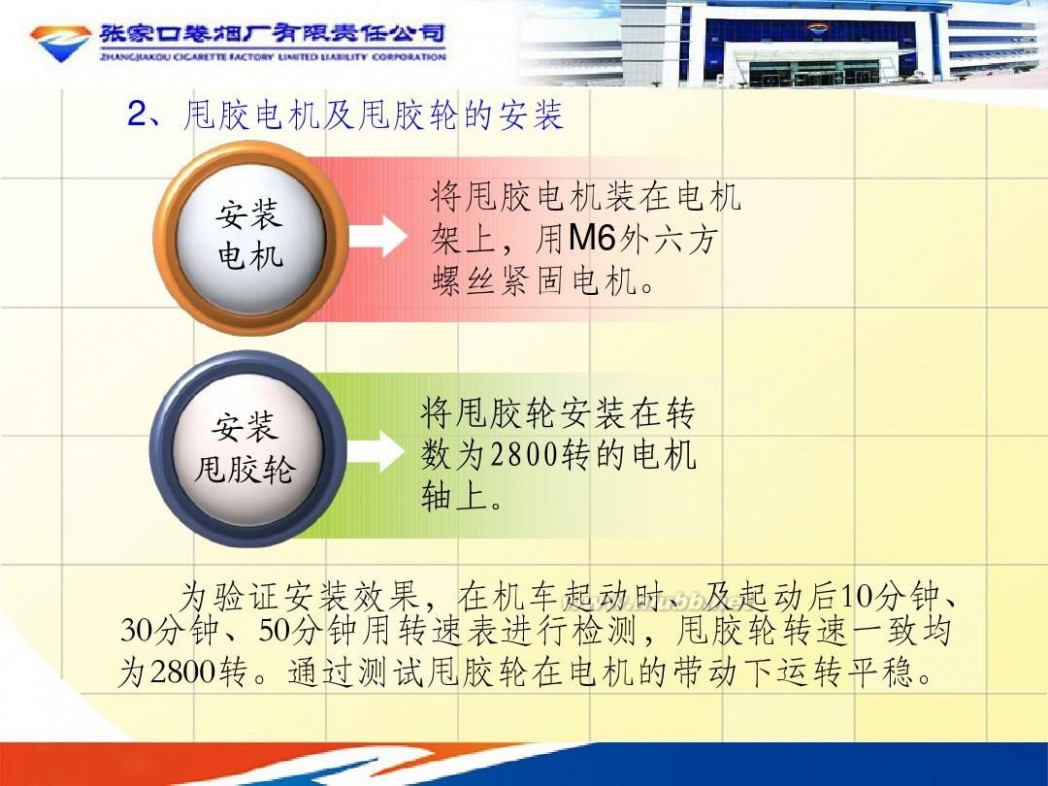
2、甩胶电机及甩胶轮的安装 安装 电机
将甩胶电机装在电机 架上,用M6外六方 螺丝紧固电机。
安装 甩胶轮
将甩胶轮安装在转 数为2800转的电机 轴上。
为验证安装效果,在机车起动时、及起动后10分钟、 30分钟、50分钟用转速表进行检测,甩胶轮转速一致均 为2800转。通过测试甩胶轮在电机的带动下运转平稳。
实施(三)
改造供胶管路
采用循环供胶系统,其中 一根增塑网管为上胶管与流量 计相接,两根回胶管分别与甩 胶箱回胶口、阀门相接,实现 上胶、回胶流畅,提高供胶量 的稳定性。 安装完毕后,对流量计进 行显示数据进行查看,记录表 如下:
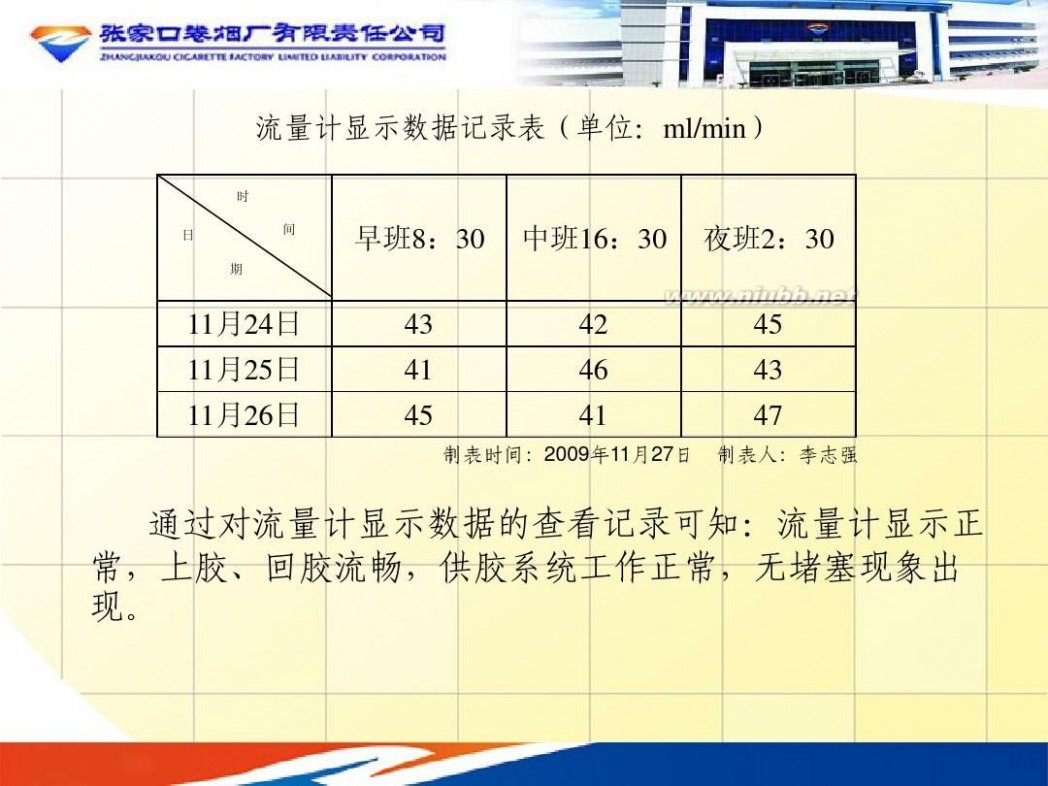
流量计显示数据记录表(单位:ml/min)
时 日 期 间
早班8:30 43 41 45
中班16:30 42 46 41
夜班2:30 45 43 47
制表人:李志强
11月24日 11月25日 11月26日
制表时间:2009年11月27日
通过对流量计显示数据的查看记录可知:流量计显示正 常,上胶、回胶流畅,供胶系统工作正常,无堵塞现象出 现。
六、效果确认
经过反复调试,我们在2009年 12月对15#机车生产的产品,分班次 进行了抽样检测,每批次抽取30支 样品。这是在五项功能仪中取得的 其中一个批次30支产品,五项工艺 指标的检测数据。
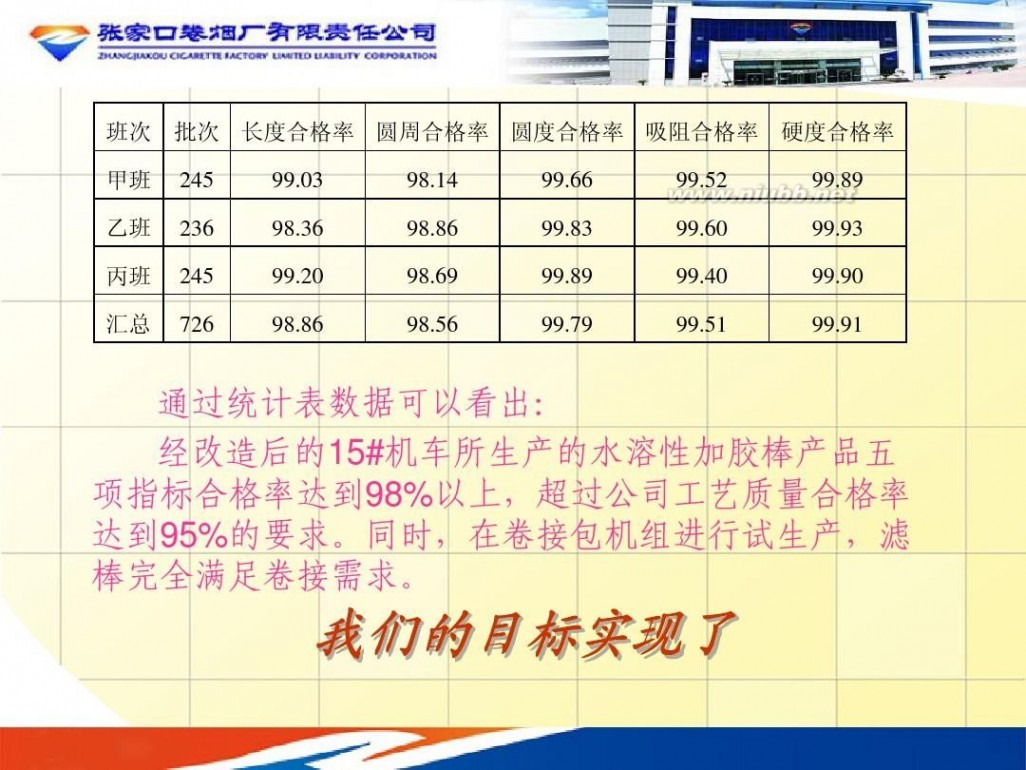
分班次汇总全部检测结果,得到如下统计表:
班次 时间 批次 长度合格率 圆周合格率 圆度合格率 吸阻合格率 硬度合格率
7日
8日 9日 10日
18
18 18 17 18 18 18 17 18 20 16 17
98.52
98.70 99.63 99.22 97.78 99.07 99.26 98.63 99.26 99.50 99.38 99.22
99.07
97
三 : 张家口卷烟厂出品香烟
张家口卷烟厂出品香烟汇总,欢迎围观!


























四 : 5张家口卷烟厂


张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂
张家口卷烟厂 5张家口卷烟厂

张家口卷烟厂 5张家口卷烟厂

61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1