一 : 34筛板精馏塔精馏实验报告
筛板精馏塔精馏实验
6.1实验目的
1.了解板式塔的结构及精馏流程
2.理论联系实际,掌握精馏塔的操作
3.掌握精馏塔全塔效率的测定方法。
6.2实验内容
⑴采用乙醇~水系统测定精馏塔全塔效率、液泛点、漏液点
⑵在规定时间内,完成D=500ml、同时达到xD≥93v%、xW≤3v%分离任务
6.3实验原理
塔釜加热,液体沸腾,在塔内产生上升蒸汽,上升蒸汽与沸腾液
体有着不同的组成,这种不同组成来自轻重组份间有不同的挥发度,
由此塔顶冷凝,只需要部分回流即可达到塔顶轻组份增浓和塔底重
组份提浓的目的。部分凝液作为轻组份较浓的塔顶产品,部分凝液
作为回流,形成塔内下降液流,下降液流的浓度自塔顶而下逐步下
降,至塔底浓度合格后,连续或间歇地自塔釜排出部分釜液作为重
组份较浓的塔底产品。
在塔中部适当位置加入待分离料液,加料液中轻组份浓度与塔截
面下降液流浓度最接近,该处即为加料的适当位置。因此,加料液
中轻组分浓度愈高,加料位置也愈高,加料位置将塔分成上下二个
塔段,上段为精馏段,下段为提馏段。
在精馏段中上升蒸汽与回流之间进行物质传递,使上升蒸汽中轻
组份不断增浓,至塔顶达到要求浓度。在提馏段中,下降液流与上
升蒸汽间的物质传递使下降液流中的轻组份转入汽相,重组份则转
入液相,下降液流中重组份浓度不断增浓,至塔底达到要求浓度。
6.3.1评价精馏的指标—全塔效率η
全回流下测全塔效率有二个目的。一是在尽可能短的时间内在塔
内各塔板,至上而下建立浓度分布,从而使未达平衡的不合格产品
全部回入塔内直至塔顶塔底产品浓度合格,并维持若干时间后为部
分回流提供质量保证。二是由于全回流下的全塔效率和部分回流下
的全塔效率相差不大,在工程处理时,可以用全回流下的全塔效率
代替部分回流下的全塔效率,全回流时精馏段和提馏段操作线重合,
气液两相间的传质具有最大的推动力,操作变量只有1个,即塔釜
加热量,所测定的全塔效率比较准确地反映了该精馏塔的最佳性
能,对应的塔顶或塔底浓度即为该塔的极限浓度。全塔效率的定
义式如下: ??NT?1 (1) N
NT:全回流下的理论板数;
N:精馏塔实际板数。
6.3.2维持正常精馏的设备因素和操作因素
精馏塔的结构应能提供所需的塔板数和塔板上足够的相间传递面积。塔底加热(产生上升蒸汽)、塔顶冷凝(形成回流)是精馏操作的主要能量消耗;回流比愈大,塔顶冷凝量愈大,塔底加热量也必须愈大。回流比愈大,相间物质传递的推动力也愈大。
6.3.2.1设备因素
合理的塔板数和塔结构为正常精馏达到指定分离任务提供了质量保证,塔板数和塔板结构为汽液接触提供传质面积。塔板数愈少,塔高愈矮,设备投资愈省。塔板数多少和被分离的物系性质有关,轻重组份间挥发度愈大,塔板数愈少。反之,塔板数愈多。塔结构合理,操作弹性大,不易发生液沫夹带、漏液、溢流液泛。反之,会使操作不易控制,塔顶塔底质量难以保证。为有效地实现汽液两相之间的传质,为了使传质具有最大的推动力,设计良好的塔结构能使操作时的板式精馏塔(如图2所示)应同时具有以下两方面流动特征:
⑴汽液两相总体逆流;
⑵汽液两相在板上错流。
塔结构设计不合理和操作不当时会发生以下三种不正常现象:
(i)严重的液沫夹带现象
由于开孔率太小,而加热量过大,导致汽速过大,塔板上的一
部分液体被上升汽流带至上层塔板,这种现象称为液沫夹带。液
沫夹带是一种与液体主流方向相反的流动,属返混现象,使板效
率降低,严重时还会发生夹带液泛,破坏塔的正常操作(见图3
所示)。这种现象可通过P釜显示,由于:
P釜=P顶+∑板压降 (2)
此时板压降急剧上升,表现P釜读数超出正常范围的上限。
(ii)严重的漏液现象
由于开孔率太大,加上加热量太小,导致汽速过小,部分液体从塔
板开孔处直接漏下,这种现象称为漏液。漏液造成液体与气体在板上
无法错流接触,传质推动力降低。严重的漏液,将使塔板上不能积液
而无法正常操作,上升的蒸汽直接从降液管里走,板压降几乎为0,
见图4所示。此时P釜≈P顶。
荷愈大,表现为操作压力P釜也愈大。P釜
过大,液沫夹带将发生,P釜过小,漏液将出现。若液沫夹带量和漏液量各超过10%,被称为严重的不正常现象。所以正常
的精馏塔,操作压力P釜应有合适的范围即操作压力区间。
(iii)溢流液泛
由于降液管通过能力的限制,当气液负荷增大,降液管通道截面积
太小,或塔内某塔板的降液管有堵塞现象时降液管内清液层高度
增加,当降液管液面升至堰板上缘时(见图5所示)的液体流量为其极限通过能力,若液体流量超过此极限值,常操作。
6.3.2.2操作因素
⑴适宜回流比的确定
回流比是精馏的核心因素。在设计时,存在着一个最小回流比,低于该回流比即使塔板数再多,也达不到分离要求。
在精馏塔的设计时存在一个经济上合理的回流比,使设备费用和能耗得到兼顾。在精馏塔操作时,存在一个回流比的允许操作范围。处理量恒定时,若汽液负荷(回流比)超出塔的通量极限时,会发生一系列不正常的操作现象,同样会使塔顶产品不合格。加热量过大,会发生严重的雾沫夹带和液泛;加热量过小,会发生漏液,液层过薄,塔板效率降低。 ⑵物料平衡
F=D+W (3)
Fxf=DxD+WxW (4)
(i)总物料的平衡:F=D+W
若F>D+W,塔釜液位将会上升,从而发生淹塔;若F<D+W,塔釜液位将会下降,从而发生干塔。调节塔釜排放阀开度,可以维持塔釜液位恒定,实现总物料的平衡。
(ii) 轻组分的物料平衡:Fxf=DxD+WxW
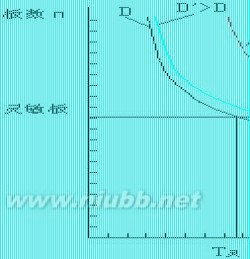
在回流比R一定的条件下,若Fxf>DxD+WxW,塔内轻组分大量累积,即表现为每块塔板上液体中的轻组分增加,塔顶能达到指定温度和浓度,此时塔内各板的温度所对应塔板的温度分布曲线如图6所示,但塔釜质量不合格,表明加料速度过大或塔釜加热量不够;若Fxf<DxD+WxW,塔内轻组分大量流失,此时各板上液体中的重组分增加,塔内温度分布曲线如图7所示,这时塔顶质量不合格,塔底质量合格。表示塔顶采出率过大,应减小或停止出料,增加进料和塔釜出料。
6 Fxf>DxD+WxW时温度分布曲线 图7 Fxf<DxD+WxW时温度分布曲线图
6.3.2.3灵敏点温度T灵
(1) 灵敏板温度是指一个正常操作的精馏塔当受到某一外界因素的干扰(如R,xf,采
出率等发生波动时),全塔各板的组成将发生变动,全塔的温度分布也将发生相应
的变化,其中有一些板的温度对外界干扰因素的反映最灵敏,故称它们为灵敏板。
(2) 按塔顶和塔釜温度进行操作控制的不可靠性
不可靠性来源于二个原因:一是温度与组成虽然有一一对应关系,但温度变化较
小,仪表难以准确显示,特别是高纯度分离时;另一是过程的迟后性,当温度达
到指定温度后由于过程的惯性,温度在一定时间内还会继续变化,造成出料不合
格。
(3) 塔内温度剧变的区域
塔内沿塔高温度的变化如图7所示。显然,在塔的顶部和底部附近的塔段内温度
变化较小,中部温度变化较大。因此,在精馏段和提馏段适当的位置各设置一个
测温点,在操作变动时,该点的温度会呈现较灵敏的反应,因而称为灵敏点温度。
(4) 按灵敏点温度进行操作控制
操作一段时间后能得知当灵敏点温度处于何值时塔顶产品和塔底产品能确保合
格。以后即按该灵敏点温度进行调节。例如,当精馏段灵敏点温度上升达到规定
值后即减小出料量,反之,则加大出料量。
因此能用测量温度的方法预示塔内组成尤其
是塔顶馏出液组成的变化。图6和图7是物料不
平衡时,全塔温度分布的变化情况;图8是分离
能力不够时,全塔温度分布的变化情况,此时塔
顶和塔底的产品质量均不合格。从比较图7和图8
可以看出,采出率增加和回流比减小时,灵敏板
的温度均上升,但前者温度上升是突跃式的,而
后者则是缓慢式的,据此可判断产品不合格的原
因,并作相应的调整。
6.4实验设计
6.4.1实验方案设计
⑴采用乙醇~水物系,全回流操作测全塔效率 根据??NT?1,在一定加热量下,全回流操作 N
稳定后塔顶塔底同时取样分析,得xD、xW,用作图法求理论板数。
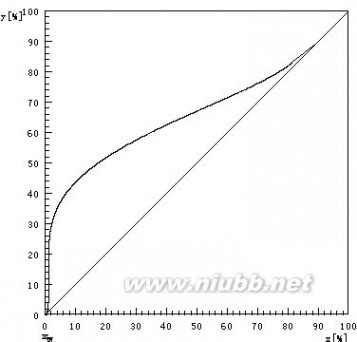
⑵部分回流时回流比的估算
操作回流比的估算有二种方法:
(i) 通过如图所示,作一切线交纵坐标,截距为
xD,即可求得Rmin,由R=(1.2~2)Rmin,Rmin?1
xD初估操作回流比。 Rmin?1
(ii) 根据现有塔设备操作摸索回流比,方法如下:
(1) 选择加料速度为4~6l/h,根据物料衡算塔顶
出料流量及调至适当值,塔釜暂时不出料。 (2) 将加热电压关小,观察塔节视镜内的气液
接触状况,当开始出现漏液时,记录P釜读数,此时P釜作为操作压力下限,对应的加热电压即为最小加热量,读取的回流比即为操作回流比下限。
(3) 将加热电压开大,观察塔节视镜内的气液接触状况,当开始出现液泛时,记录P釜读数,此时P釜作为操作压力上限,对应的加热电压即为最大加热量,读取的回流比即为操作回流比上限。
(4) 在漏液点和液泛点之间选择一合适的塔釜加热量。
⑶部分回流时,塔顶塔底质量同时合格D的估算
根据轻组份物料衡算,得D的大小,应考虑全回流时塔底轻组分的含量。
6.4.2实验流程设计
⑴需要1个带再沸器和冷凝器的筛板精馏塔。
⑵需要3个温度计,以测定T顶、T灵、T釜。
⑶需要1个塔釜压力表,以确定操作压力P釜。
⑷需要1个加料泵,供连续精馏之用。
⑸需要3个流量计,以计量回流量、塔顶出料量、加料量。
将以上仪表和主要塔设备配上贮槽、阀门、管件等组建如下实验装置图。
6.6实验塔性能评定时的操作要点
(1) 最大分离能力——全回流操作
在塔釜内置入10~30v%的乙醇水溶液,釜位近液位计2处,开启加热电源使电压为220 3
V,打开塔顶冷凝器进水阀。塔釜加热,塔顶冷凝,不加料,不出产品。待塔内建立起稳定的浓度分布后,(回流流量计浮子浮起来达10min之久后),同时取样分析塔顶xD与塔釜xW。由该二组成可作图得到该塔的理论板数并与实际板数相除得到全塔效率。
(2) 最大的处理能力——液泛点
全回流条件下,加大塔釜的加热量,塔内上升蒸汽量和下降液体量将随之增大,塔板上液层厚度和塔釜压力也相应增大,当塔釜压力急剧上升时即出现液泛现象,读取该时刻的回流量和加热电流量,即为该塔操作的上限——液泛点。
(3) 最小的处理能力——漏液点
全回流条件下,逐次减小塔釜加热量,测定塔效率,塔效率剧降时,读取该时刻的回流量和加热电流量,即为该塔操作的下限——漏液点。
(4) 部分回流时,将加料流量计开至4 L/h,按照上述提及的回流比确定方法操作。
(5)若发生T灵急剧上升,应采取D=0,F?,W?的措施。
6.7 原始数据记录
实验体系:酒精水溶液
34筛板精馏塔精馏实验报告_精馏实验报告
进料状态:常温
设备参数:塔板数=15 塔径=50mm 板间距=100mm 开孔率=3.8%
仪表参数: 回流流量计量程6~60ml/min
产品流量计量程2.5~25ml/min 进料流量计量程2.5~25ml/min 加热功率(可调) 0~2.5 kw
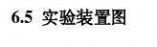
全回流下塔顶xD?95v%;xW?3.5%
'2xD?0.068107xD?9.6709xD?387.54
?0.068107?952?9.6709?95?387.54?83.47mol%
'32xW?0.00066036xW?0.017299xW?0.52809x?0.45492
?0.00066036?3.53?0.017299?3.52?0.52809?3.5?0.45492=1.21mol%
由作图可知:NT=9,则塔效率??
NT?19?1
??53.3% N实际15
操作回流比的估算:已知指定分离要求xD=93v%,对应xD=80.4mol%。当精馏段操作
线与平衡线相切时,此时切线延长至终坐标,终坐标上的读数即为截距,由精馏段操作线方程可知: 截距=
xDRmin?1
,解得Rmin?1.8,合适的回流比R=1.3Rmin=2.34
二 : 筛板精馏塔精馏实验报告
筛板精馏塔精馏实验
6.1实验目的
1.了解板式塔的结构及精馏流程
2.理论联系实际,掌握精馏塔的操作
3.掌握精馏塔全塔效率的测定方法。(www.61k.com)
6.2实验内容
⑴采用乙醇~水系统测定精馏塔全塔效率、液泛点、漏液点 ⑵在规定时间内,完成D=500ml、同时达到xD≥93v%、xW≤3v%分离任务
6.3实验原理
塔釜加热,液体沸腾,在塔内产生上升蒸汽,上升蒸汽与沸腾液体有着不同的组成,这种不同组成来自轻重组份间有不同的挥发度,由此塔顶冷凝,只需要部分回流即可达到塔顶轻组份增浓和塔底重组份提浓的目的。部分凝液作为轻组份较浓的塔顶产品,部分凝液作为回流,形成塔内下降液流,下降液流的浓度自塔顶而下逐步下降,至塔底浓度合格后,连续或间歇地自塔釜排出部分釜液作为重组份较浓的塔底产品。
在塔中部适当位置加入待分离料液,加料液中轻组份浓度与塔截面下降液流浓度最接近,该处即为加料的适当位置。因此,加料液中轻组分浓度愈高,加料位置也愈高,加料位置将塔分成上下二个塔段,上段为精馏段,下段为提馏段。
在精馏段中上升蒸汽与回流之间进行物质传递,使上升蒸汽中轻组份不断增浓,至塔顶达到要求浓度。在提馏段中,下降液流与上升蒸汽间的物质传递使下降液流中的轻组份转入汽相,重组份则转入液相,下降液流中重组份浓度不断增浓,至塔底达到要求浓度。
6.3.1评价精馏的指标—全塔效率η
全回流下测全塔效率有二个目的。一是在尽可能短的时间内在塔内各塔板,至上而下建立浓度分布,从而使未达平衡的不合格产品全部回入塔内直至塔顶塔底产品浓度合格,并维持若干时间后为部分回流提供质量保证。二是由于全回流下的全塔效率和部分回流下的全塔效率相差不大,在工程处理时,可以用全回流下的全塔效率代替部分回流下的全塔效率,全回流时精馏段和提馏段操作线重合,气液两相间的传质具有最大的推动力,操作变量只有1个,即塔釜加热量,所测定的全塔效率比较准确地反映了该精馏塔的最佳性能,对应的塔顶或塔底浓度即为该塔的极限浓度。全塔效率的定义式如下: ??NT?1 (1) N
NT:全回流下的理论板数;
N:精馏塔实际板数。
6.3.2维持正常精馏的设备因素和操作因素



筛板塔精馏实验 筛板精馏塔精馏实验报告
精馏塔的结构应能提供所需的塔板数和塔板上足够的相间传递面积。[www.61k.com]塔底加热(产生上升蒸汽)、塔顶冷凝(形成回流)是精馏操作的主要能量消耗;回流比愈大,塔顶冷凝量愈大,塔底加热量也必须愈大。回流比愈大,相间物质传递的推动力也愈大。
6.3.2.1设备因素
合理的塔板数和塔结构为正常精馏达到指定分离任务提供了质量保证,塔板数和塔板结构为汽液接触提供传质面积。塔板数愈少,塔高愈矮,设备投资愈省。塔板数多少和被分离的物系性质有关,轻重组份间挥发度愈大,塔板数愈少。反之,塔板数愈多。塔结构合理,操作弹性大,不易发生液沫夹带、漏液、溢流液泛。反之,会使操作不易控制,塔顶塔底质量难以保证。为有效地实现汽液两相之间的传质,为了使传质具有最大的推动力,设计良好的塔结构能使操作时的板式精馏塔(如图2所示)应同时具有以下两方面流动特征:
⑴汽液两相总体逆流;
⑵汽液两相在板上错流。
塔结构设计不合理和操作不当时会发生以下三种不正常现象:
(i)严重的液沫夹带现象
由于开孔率太小,而加热量过大,导致汽速过大,塔板上的一
部分液体被上升汽流带至上层塔板,这种现象称为液沫夹带。液
沫夹带是一种与液体主流方向相反的流动,属返混现象,使板效
率降低,严重时还会发生夹带液泛,破坏塔的正常操作(见图3
所示)。这种现象可通过P釜显示,由于:
P釜=P顶+∑板压降 (2)
此时板压降急剧上升,表现P釜读数超出正常范围的上限。
(ii)严重的漏液现象
由于开孔率太大,加上加热量太小,导致汽速过小,部分液体从塔
板开孔处直接漏下,这种现象称为漏液。漏液造成液体与气体在板上
无法错流接触,传质推动力降低。严重的漏液,将使塔板上不能积液
而无法正常操作,上升的蒸汽直接从降液管里走,板压降几乎为0,
见图4所示。此时P釜≈P顶。



荷愈大,表现为操作压力P釜也愈大。P釜

过大,液沫夹带将发生,P釜过小,漏液将出现。若液沫夹带量和漏液量各超过10%,被称为严重的不正常现象。所以正常
的精馏塔,操作压力P釜应有合适的范围即操作压力区间。
(iii)溢流液泛
由于降液管通过能力的限制,当气液负荷增大,降液管通道截面积
太小,或塔内某塔板的降液管有堵塞现象时降液管内清液层高度
增加,当降液管液面升至堰板上缘时(见图5所示)的液体流量为其极限通过能力,若液体流量超过此极限值,常操作。
6.3.2.2操作因素
筛板塔精馏实验 筛板精馏塔精馏实验报告

⑴适宜回流比的确定
回流比是精馏的核心因素。(www.61k.com]在设计时,存在着一个最小回流比,低于该回流比即使塔板数再多,也达不到分离要求。
在精馏塔的设计时存在一个经济上合理的回流比,使设备费用和能耗得到兼顾。在精馏塔操作时,存在一个回流比的允许操作范围。处理量恒定时,若汽液负荷(回流比)超出塔的通量极限时,会发生一系列不正常的操作现象,同样会使塔顶产品不合格。加热量过大,会发生严重的雾沫夹带和液泛;加热量过小,会发生漏液,液层过薄,塔板效率降低。 ⑵物料平衡
F=D+W (3)
Fxf=DxD+WxW (4)
(i)总物料的平衡:F=D+W
若F>D+W,塔釜液位将会上升,从而发生淹塔;若F<D+W,塔釜液位将会下降,从而发生干塔。调节塔釜排放阀开度,可以维持塔釜液位恒定,实现总物料的平衡。
(ii) 轻组分的物料平衡:Fxf=DxD+WxW
在回流比R一定的条件下,若Fxf>DxD+WxW,塔内轻组分大量累积,即表现为每块塔板上液体中的轻组分增加,塔顶能达到指定温度和浓度,此时塔内各板的温度所对应塔板的温度分布曲线如图6所示,但塔釜质量不合格,表明加料速度过大或塔釜加热量不够;若Fxf<DxD+WxW,塔内轻组分大量流失,此时各板上液体中的重组分增加,塔内温度分布曲线如图7所示,这时塔顶质量不合格,塔底质量合格。表示塔顶采出率过大,应减小或停止出料,增加进料和塔釜出料。
6 Fxf>DxD+WxW时温度分布曲线 图7 Fxf<DxD+WxW时温度分布曲线图
6.3.2.3灵敏点温度T灵
(1) 灵敏板温度是指一个正常操作的精馏塔当受到某一外界因素的干扰(如R,xf,采
出率等发生波动时),全塔各板的组成将发生变动,全塔的温度分布也将发生相应
的变化,其中有一些板的温度对外界干扰因素的反映最灵敏,故称它们为灵敏板。
(2) 按塔顶和塔釜温度进行操作控制的不可靠性
不可靠性来源于二个原因:一是温度与组成虽然有一一对应关系,但温度变化较
小,仪表难以准确显示,特别是高纯度分离时;另一是过程的迟后性,当温度达
到指定温度后由于过程的惯性,温度在一定时间内还会继续变化,造成出料不合
格。
(3) 塔内温度剧变的区域
塔内沿塔高温度的变化如图7所示。显然,在塔的顶部和底部附近的塔段内温度
变化较小,中部温度变化较大。因此,在精馏段和提馏段适当的位置各设置一个
测温点,在操作变动时,该点的温度会呈现较灵敏的反应,因而称为灵敏点温度。
筛板塔精馏实验 筛板精馏塔精馏实验报告
(4) 按灵敏点温度进行操作控制
操作一段时间后能得知当灵敏点温度处于何值时塔顶产品和塔底产品能确保合格。[www.61k.com]以后即按该灵敏点温度进行调节。例如,当精馏段灵敏点温度上升达到规定值后即减小出料量,反之,则加大出料量。
因此能用测量温度的方法预示塔内组成尤其
是塔顶馏出液组成的变化。图6和图7是物料不
平衡时,全塔温度分布的变化情况;图8是分离
能力不够时,全塔温度分布的变化情况,此时塔
顶和塔底的产品质量均不合格。从比较图7和图8
可以看出,采出率增加和回流比减小时,灵敏板
的温度均上升,但前者温度上升是突跃式的,而
后者则是缓慢式的,据此可判断产品不合格的原
因,并作相应的调整。
6.4实验设计
6.4.1实验方案设计
⑴采用乙醇~水物系,全回流操作测全塔效率 根据??NT?1,在一定加热量下,全回流操作 N

稳定后塔顶塔底同时取样分析,得xD、xW,用作图法求理论板数。
⑵部分回流时回流比的估算
操作回流比的估算有二种方法:
(i) 通过如图所示,作一切线交纵坐标,截距为
xD,即可求得Rmin,由R=(1.2~2)Rmin,Rmin?1
xD初估操作回流比。 Rmin?1
(ii) 根据现有塔设备操作摸索回流比,方法如下:
(1) 选择加料速度为4~6l/h,根据物料衡算塔顶
出料流量及调至适当值,塔釜暂时不出料。 (2) 将加热电压关小,观察塔节视镜内的气液
接触状况,当开始出现漏液时,记录P釜读数,此时P釜作为操作压力下限,对应的加热电压即为最小加热量,读取的回流比即为操作回流比下限。
(3) 将加热电压开大,观察塔节视镜内的气液接触状况,当开始出现液泛时,记录P釜读数,此时P釜作为操作压力上限,对应的加热电压即为最大加热量,读取的回流比即为操作回流比上限。
(4) 在漏液点和液泛点之间选择一合适的塔釜加热量。
⑶部分回流时,塔顶塔底质量同时合格D的估算
根据轻组份物料衡算,得D的大小,应考虑全回流时塔底轻组分的含量。
6.4.2实验流程设计
⑴需要1个带再沸器和冷凝器的筛板精馏塔。
⑵需要3个温度计,以测定T顶、T灵、T釜。


筛板塔精馏实验 筛板精馏塔精馏实验报告
⑶需要1个塔釜压力表,以确定操作压力P釜。(www.61k.com]
⑷需要1个加料泵,供连续精馏之用。
⑸需要3个流量计,以计量回流量、塔顶出料量、加料量。
将以上仪表和主要塔设备配上贮槽、阀门、管件等组建如下实验装置图。

6.6实验塔性能评定时的操作要点
(1) 最大分离能力——全回流操作
在塔釜内置入10~30v%的乙醇水溶液,釜位近液位计2处,开启加热电源使电压为220 3
V,打开塔顶冷凝器进水阀。塔釜加热,塔顶冷凝,不加料,不出产品。待塔内建立起稳定的浓度分布后,(回流流量计浮子浮起来达10min之久后),同时取样分析塔顶xD与塔釜xW。由该二组成可作图得到该塔的理论板数并与实际板数相除得到全塔效率。
(2) 最大的处理能力——液泛点
全回流条件下,加大塔釜的加热量,塔内上升蒸汽量和下降液体量将随之增大,塔板上液层厚度和塔釜压力也相应增大,当塔釜压力急剧上升时即出现液泛现象,读取该时刻的回流量和加热电流量,即为该塔操作的上限——液泛点。
(3) 最小的处理能力——漏液点
全回流条件下,逐次减小塔釜加热量,测定塔效率,塔效率剧降时,读取该时刻的回流量和加热电流量,即为该塔操作的下限——漏液点。
(4) 部分回流时,将加料流量计开至4 L/h,按照上述提及的回流比确定方法操作。
(5)若发生T灵急剧上升,应采取D=0,F?,W?的措施。
6.7 原始数据记录
实验体系:酒精水溶液
筛板塔精馏实验 筛板精馏塔精馏实验报告
进料状态:常温
设备参数:塔板数=15
塔径=50mm
板间距=100mm
开孔率=3.8%
仪表参数: 回流流量计量程6~60ml/min
产品流量计量程2.5~25ml/min
进料流量计量程2.5~25ml/min
加热功率(可调) 0~2.5 kw

全回流下塔顶xD?95v%;xW?3.5%
'2xD?0.068107xD?9.6709xD?387.54?0.068107?952?9.6709?95?387.54?83.47mol%
'32xW?0.00066036xW?0.017299xW?0.52809x?0.45492
?0.00066036?3.53?0.017299?3.52?0.52809?3.5?0.45492=1.21mol% 由作图可知:NT=9,则塔效率??NT?19?1??53.3% N实际15
操作回流比的估算:已知指定分离要求xD=93v%,对应xD=80.4mol%。(www.61k.com)当精馏段操作线与平衡线相切时,此时切线延长至终坐标,终坐标上的读数即为截距,由精馏段操作线方程可知:
截距=xD
Rmin?1,解得Rmin?1.8,合适的回流比R=1.3Rmin=2.34
筛板塔精馏实验 筛板精馏塔精馏实验报告
三 : 板式塔精馏实验
实验六、板式塔精馏实验
一、实验目的:
1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法;
2. 了解板式精馏塔的结构,观察塔板上汽液接触状况;
3. 测定全回流时的全塔效率及单板效率。(www.61k.com]
4. 测定部分回流时的全塔效率。
5. 测定全塔的浓度(或温度)分布。
二、实验原理:
在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作的必要条件,塔顶的回流量与采出量之比称为回流比。回流比是精馏操作的主要参数,它的大小直接影响精馏操作的分离效果和能耗。若塔在最小回流比下操作,要完成分离任务,则需要无穷多块塔板,在工业上是不可行的。若在全回流下操作,既无任何产品的采出,也无任何原料的加入,塔顶的冷凝液全部返回到塔中,这在生产中无任何意义。但是,由于此时所需理论板数最少,易于达到稳定,故常在科学研究及工业装置的开停车及排除故障时采用。通常回流比取最小回流比的1.2~2.0倍。
1.塔板效率
板式精馏塔中汽液两相在各塔板上相互接触而发生传质作用,由于接触时间短暂和不够充分,并且汽相上升也有一些雾沫夹带,因此其传质效率总不会达到理论板效果。通常用塔板效率来表示塔板上传质的完善程度。
塔板效率是体现塔板性能及操作状况的主要参数。影响塔板效率的因素很多,大致归纳为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)塔板结构以及操作条件等,由于影响塔板效率的因素相当复杂,目前仍以实验的方法测定。
(1)总板效率
设计。 (或全塔的效率):反映全塔中各层塔板的平均分离效果,常用于板式塔的
(2-44)
式中: ET——总板效率
NT——理论板数
NP——实际板数
(2)单板效率
有于塔板的研究。 ,反映单独的一块板上传质的效果,是评价塔板式性能优劣的重要数据,常
(2-45)
筛板塔精馏 板式塔精馏实验
式中:——以液相浓度表示的单板效率;
xn,xn-1——第n块板和第n-1块板液相浓度;
——与离开第n块板的气体相平衡的液相浓度。(www.61k.com)
2.理论塔板数NT
在全回流操作时,操作线与x~y图中的45°对角线相重合,完成一定分离程度所需的塔板数据最少,只需测得塔顶产品组成xD及塔釜产品组成xW,就可以用图解法求出理论塔板数NT。 在某一回流比下的理论板数的测定可用逐板计算法或图解法。一般常用图解法,具体步骤如下:
(1)在直角坐标上绘出待分离混合液的x~y平衡曲线。
(2)根据确定的回流比和塔顶产品浓度作精馏段操作线,精馏段操作线方程:
(2-46)
式中:Yn+1 —— 精馏段内第n+1块塔板上气相的组成(摩尔分数)。
Xn —— 精馏段内第n块塔板下降的液相的组成(摩尔分数)。
XD —— 塔顶馏出液的组成(摩尔分数)
R —— 回流比
式中:L —— 精馏段内液相回流量,kmol/h;
D —— 塔顶馏出液量,kmol/h;
(3)根据进料热状态参数作q线,
q线方程: (2-47)
式中: —— 进料液组成(摩尔分数); (2-48)
q —— 进料热状态参数。
式中:Cp —— 定性温度下进料液的平均比热,(KJ/kmol·℃)
Tf —— 进料温度,℃;
TS —— 进料泡点,℃;
rc —— 进料的千摩尔气化潜热,(KJ/kmol); (2-49)
(4)由塔底残液浓度XW垂线与平衡线的交点,精馏段操作线与q线交点的连线作提馏段操作线。
(5)图解法求出理论塔板数。
筛板塔精馏 板式塔精馏实验
三、实验装置及流程
1.实验装置示意图及流程
(1)间歇精馏塔示意图及流程
图2—53 板式塔精馏实验——间歇精馏塔示意图及流程
1—釜液取样口; 2—液面计; 3—加热器; 4—塔釜; 5—塔釜测温接管; 6—加料口; 7—玻璃塔节; 8—溢流挡板; 9—降液管; 10—塔板; 11—不锈钢塔节; 12—塔顶取样口;
13—温度计插孔; 14—冷凝器; 15—放口接管;16—塔顶测温接管; 17—冷却水出口; 18—冷却水进口; 19—测釜压接管; 20—仪表柜;
间歇精馏塔是由不锈钢制的小型筛板塔和仪表柜两部分组成,塔釜为卧式,直径D为220mm,长L为300mm,装有液面测温管、测压管、加料管及釜液取样阀,塔内装有塔径为50mm的7块筛板,板间距为100mm,加热器为管式电加热器,最大功率为1KW,塔顶装有蛇管冷凝器,蛇管为?10×1紫铜管,长为3.25米,以水作冷却剂,用转子流量计测水的流量,冷却水走管内,气化的蒸汽在管外冷凝。(www.61k.com)塔顶、塔釜温度分别由铂电阻温度计测量,温度指示仪显示,塔釜压力用压力仪表显示。
(2)连续精馏塔示意图及流程
筛板塔精馏 板式塔精馏实验
图2—54 板式塔精馏实验——连续精馏塔示意图及流程
1—塔顶冷凝器; 2—回流比分配器; 3—塔身; 4—转子流量计; 5—视盅;
6—塔釜; 7—塔釜加热器; 8—控温加热器; 9—支座; 10—冷却器;
11—原料液罐; 12—缓冲罐; 13—进料泵; 14—塔顶放气阀;
1)精馏塔
精馏塔为筛板塔,全塔共10块塔板,塔身的结构尺寸为塔径?(57×3.5)mm,塔板间距80mm;溢流管截面积78.5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm。(www.61k.com)为了便于观察塔板上的汽~液接触情况,塔身设有一节玻璃视盅,在第1~6块塔板上均有液相取样口。
精馏釜尺寸为?108mm×4mm×400mm。塔釜装有液位计、电加热器(1.5KW)、控温电加热器(200W)、温度计接口、测压口和取样口,分别用于观测釜内液面高度,加热料液,控制电加热器,测量塔釜温度,测量塔顶与塔釜的压差和塔釜液取样。由于本实验所取试样为塔釜液相物料,故塔釜可视为一块理论板。塔顶冷凝器为一蛇管式换热器,换热面积0.06m2,管外走蒸汽,管内走冷却水。
2)回流分配装置
回流分配装置由回流分配器与控制器组成。控制器由控制仪表和电磁线圈构成。回流分配器由玻璃制成,它由一个入口管、两个出口管及引流棒组成。两个出口管分别用于回流和采出。引流棒为一根?4mm的玻璃棒,内部装有铁芯,塔顶冷凝器中的冷凝液顺着引流棒流下,在控制器的控制下实现塔顶冷凝器的回流或采出操作。即当控制器电路接通后,电磁线圈将引流棒吸起,操作处于采出状态。当控制器电路断路时,电磁线圈不工作,引流棒自然下垂,操作处于回流状态。此回流分配器既可通过控制器实现手动控制,也可通过计算机实现自动控制。
3)测控系统
在本实验中,利用人工智能仪表分别测定塔定温度、塔釜温度、塔身伴热温度、塔釜加热温度、全塔压降、加热电压、进料温度及回流比等参数,该系统的引入,不仅使实验更为简便、快捷,又可实现计算机在线数据采集与控制。
2.实验仿真界面
筛板塔精馏 板式塔精馏实验
图2—55 板式塔精馏实验——实验仿真界面
四、实验步骤及注意事项
1. 实验步骤:
(1)间歇精馏塔操作:
1)操作前,向塔釜加料,料液含乙醇的质量百分浓度在15%左右,釜内液面控制在液位计2/3的位置。[www.61k.com)
2)开启电加热开关,调节电压和电流强度(正常操作电流范围在3~4安培)。
3)注意观察塔釜、塔顶的温度变化,当塔顶第一块塔板有上升蒸汽或开始有回流时,打开冷却水,使阀门开至能把所有的蒸汽冷凝为止。
4)全回流一段时间,待塔板上汽液鼓泡正常,操作稳定,塔顶、塔釜温度恒定不变时,可以在塔顶、塔釜中取样,用液体比重天平测取样品的组成,液体比重天平的使用见附录3。
5)实验结束后,将加热电流缓慢减小到零,切断加热器电源,等待塔内没有回流时关闭冷却水阀。
(2)连续精馏塔操作:
1)对照流程图,先熟悉精馏过程的流程,并搞清仪表柜上按钮与各仪表对应的设备与控制点。
2)全回流操作时,在原料贮罐中配置乙醇含量20%~25%(摩尔分数)左右的乙醇正丙醇料液,启动进料泵,像塔中供料至塔釜液面达250~300mm。
3)启动塔釜加热及塔身伴热,观察塔釜、塔身、塔顶温度及塔板上的汽液接触状况(观察视镜),发现塔板上有料液时,打开塔顶冷凝器的冷却水控制阀。
4)测定全回流情况下的单板效率及全塔效率,在一定回流量下,全回流一段时间,待该塔操作参数稳定后,即可在塔顶、塔釜及相邻两块塔板上取样,用阿贝折射仪进行分析,测取数据(重复2~3次),并记录各操作参数。
5)待全回流操作稳定后,根据进料板上的浓度,调整进料液的浓度,开启进料泵,设定进料量及回流比,测定部分回流条件下的全塔效率,建议进料量维持在30~50Ml/min,回流比3~5
,塔
筛板塔精馏 板式塔精馏实验
釜液面维持恒定(调整釜液排出量)。(www.61k.com)切记在排釜液前,一定要打开釜液冷却器的冷却水控制阀。待塔操作稳定后,在塔顶、塔釜取样,用阿贝折射仪分析测取数据,具体的使用方法见附录4。
6)实验完毕后,停止加料,关闭塔釜加热及塔身伴热,待一段时间后(视镜内无料液时),切断塔顶冷凝器及釜液冷却器的供水,切断电源,清理现场。
2.注意事项:
(1)调节电压和电流强度控制电加热,以塔板汽液两相正常鼓泡为宜。如果电加热过大,易造成液汽,破坏精馏的正常操作。
(2)节约用水,冷却水用量要适宜。但也要注意因冷却水量过小,回流温度太低,而使蒸汽在常压精馏操作时从精馏塔顶放气管喷出。
(3)间歇精馏塔釜取样时,打开取样旋塞要缓慢,以免烫伤。
五、实验数据记录及整理
图2-56 精馏实验——全回流条件下的总板效率和单板效率(乙醇—丙醇)
筛板塔精馏 板式塔精馏实验
图2-57 精馏实验——部分回流条件下的总板效率和单板效率(乙醇—丙醇)
筛板塔精馏 板式塔精馏实验
图2-58 精馏实验——全回流条件下的总板效率(乙醇—水)
图2-59 精馏实验——饱和液体进料(乙醇—丙醇)
筛板塔精馏 板式塔精馏实验
图2-60 精馏实验——气液混合物进料(乙醇—丙醇)
图2-61 精馏实验——饱和蒸汽进料(乙醇—丙醇)
筛板塔精馏 板式塔精馏实验
图2-62 精馏实验——过热蒸汽进料(乙醇—丙醇)
六、实验报告要求
1.在普通坐标纸上绘制x~y 相平衡图,用图解法求出理论板数。[www.61k.com]
2.求出全塔效率和单板效率。
七、相关素材
图2-63 精馏实验——筛板塔板上气液传质演示
筛板塔精馏 板式塔精馏实验
图2-64 精馏实验——浮阀演示
图2-65 精馏实验——浮阀塔板上气液传质演示
筛板塔精馏 板式塔精馏实验
图2-66 精馏实验——泡罩
图2-67 精馏实验——泡罩塔板上气液传质演示
八、思考题
1.什么是全回流?全回流操作有那些特点,在生产中有什么实际意义?
2.如何控制精馏塔的正常操作?加热电流过大或过小对操作有什么影响?
3.影响全塔效率的主要因素有哪些?
4.当回流比R<Rmin ,精馏塔是否还能进行操作?如何确定精馏塔操作回流比?
5.分离酒精水溶液,如将塔适当加高,是否可以得到无水酒精?为什么?
6.冷液进料对精馏塔操作有什么影响?进料口位置如何确定?
7.精馏塔的常压操作如何实现?如果要改为减压操作,如何实现?
四 : 筛板精馏塔精馏实验报告31
实验七 筛板精馏塔精馏实验
一、实验目的
1. 了解精馏装置的基本流程及筛板精馏塔的结构,熟悉精馏操作方法; 2. 测定全回流条件下总板效率(或单板效率)。
二、实验原理
在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触以实现传质,以达到分离的目的。如果在每层塔板上,离开塔板的液体组成与蒸汽组成处于平衡状态,则该塔板称为理论板。然而在实际操作的塔中,由于接触时间有限,气液两相不可能达到平衡,即实际塔板达不到一块理论板的分离效果,因此精馏塔所需要的实际板数总比理论板数多。对二元物系,全回流时,根据塔顶、塔底气液组成可求出理论塔板数。理论塔板数与实际塔板数之比即为塔的总板效率E 。数学表达式为:
(1)
式中:
—总板效率; —理论板层数; —实际板层数。
的求法可用
图解法。本实验是使用乙醇—水二元物系在全回流和釜液组成又
。
,即可用图解法求得
,实际
理论板层数
板层数
条件下操作,只需测定塔顶馏出液组成
为已知,所以利用式(1)可求得塔效率
三、实验装置
实验装置为一小型筛板塔,由塔体、供料系统、产品贮罐、和调节控制仪表柜等组成,如图1所示。塔径50mm,板上开有筛孔25与29两种,,板间距100mm。塔釜φ250×340×3mm,塔顶为一盘管式冷凝器。
图1 筛板式精馏塔精馏实验装置流程
四、实验步骤
1.熟悉装置
在使用本设备前应了解设备的基本结构,以及所需的控制仪表盘的布置情况,并按正确的操作方法使用设备。
2.加料
配制一定浓度(5%(v))的酒精-水溶液由供料泵注入蒸馏釜内至液位计上的标记为止。在供料槽内配制15-20%(v)酒精-水溶液。
3.预热
通电启动,调节电压到220V,对釜内料液加温,并开启冷却水阀,仔细观察塔内汽液二相的状况,控制加热量(用调节电压来实施)。进行全回流操作,控制蒸发量,这时灵敏板温度应在80℃左右。
4.精馏操作
开泵,加料控制一定流量,进行部分回流操作,在回流分配器中的产品管口高于回流管管口15mm。控制釜底排料量,使釜液液位保持不变。
5.全塔效率测定
当塔顶气液鼓泡正常,操作稳定,且待塔顶、塔釜温度恒定不变后,即可开始取样。分别由塔顶取样管和釜底取样考克用锥型瓶接取适当试样,取样前应先取少量试样将锥型瓶冲洗一、二遍。取样后用塞子将锥型瓶塞严,防止其中酒精挥发,并使之冷却,用比重天平称出比重,并由酒精组成~比重表查得酒精重量百分浓度。
6.结束
完成以上各操作步骤后,观察有无漏液现象。将电源调压器减小至零,关闭加热器,最后切断电源,待塔内无回流时关闭冷却水,清理现场。
五、实验记录与数据处理
1.数据记录 如表1所示
表1 实验数据表
2由乙醇—水溶液密度与组成关系表,根据测定的密度查取对应的质量分率, 再将质量分率换算成摩尔分率。
3.实例
根据表2记录的实验数据计算总板效率 表
2 精馏实验数据表(实例附表)
1量分数w2=15.10%,则
由M-T图解法得NT=7,于是得总板效率
六、实验报告
1.将塔顶和塔釜的温度组成等原始数据用表格形式列出; 2.计算理论板数及全塔效率。
七、思考题
1.什么是全回流,全回流时的操作特征是什么?如何测定全回流时的总板效率? 2.如何判断塔的操作已达到稳定?影响精馏操作稳定的因素有哪些? 3.影响板式塔效率的因素有哪些?
4.进料量对塔板层数有无影响?为什么? 5.回流温度对塔的操作有何影响?
6.板式塔有哪些不正常操作状况,针对本实验装置,如何处理液泛或塔板漏液?
附:比重天平
实验过程中液体的比重是利用液体比重天平来测量的,这里简单介绍它的原理和使用方法。 比重天平有一个有标准体积和标准重量的测锤,事先可调至平衡。当它浸没于液体中时,由于受到浮力而使横梁失去平衡。此时可在横梁的V型槽里放置相当重量的骑码,使横梁恢复平衡,从而可求出液体比重,比重天平结构如附图1所示。
1-平衡调节器;2-横粱;3-托架;4-重心调节器; 5-玛瑙刀架;6-支柱紧定螺钉;7-玻璃量筒;8-测锤
附图1 比重天平
使用方法:先将测锤(8)和玻璃量筒用纯水或酒精洗净。再将支柱紧固螺钉(9)旋松,将托架(3)上到适当高度。横梁(2)置于托梁的玛瑙刀架(5)上。用等重砝码挂于横梁右端的小钩上。调整水平调节器(1)上的小螺钉松开,然后略微转动平衡调节器直至平衡为止。将等重砝码取下,换上测锤,然后将待测液体倒入玻璃量筒(7)内,使测锤浸入待测液体中央。由于液体浮力使横梁失去平衡,在横梁V型刻度槽与小钩上加放各种骑码使之平衡,在横梁上骑码的总和即为所测液体的比重的值。
本文标题:筛板塔精馏实验-34筛板精馏塔精馏实验报告61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1