一 : 流水线组织设计的步骤
[流水线设计]流水线组织设计的步骤——简介单一品种流水线组织设计的一般内容有:
①确定流水线的生产节拍;
②组织工序同期化及工作地(设备)需要量;
③确定流水线的工人需要量,合理地配备人数;
④选择合理的运输工具;
⑤流水线生产的平面布置;
⑥制定流水线标准计划指示图;
⑦对流水线组织的经济效果进行评价。
[流水线设计]流水线组织设计的步骤——详细知识[流水线设计]流水线组织设计的步骤 一计算流水线的节拍
流水线、自动化流水线的节拍就是顺序生产两件相同制品之间的时间间隔。它表明了流水线生产率的高低,是流水线最重要的工作参数。其计算公式如下:
r=F/N
其中:r—流水线的节拍(分/件),F—计划期内有效工作时间(分),N—计划期的产品产量(件).这里:F=F0K,F0—计划期内制度工作时间(分),K—时间利用系数。
确定系数K时要考虑这样几个因素:设备修理、调整、更换模具的时间,工人休息的时间。一般K取0.9—0.96,两班工作时间K取0.95,则F为:
F=FOK=306×2×8×0.95×60=279072(分)
计划期的产品产量N.除应根据生产大纲规定的出产量计算外,还应考虑生产中不可避免的废品和备品的数量。
当生产线、生产线制造上加工的零件小,节拍只有几秒或几十秒时,零件就要采用成批运输,此时顺序生产两批同样制品之间的时间间隔称为节奏,它等于节拍与运输批量的乘积。流水线采取按批运输制品时,如果批量较大,虽然可以简化运输工作,但流水线的在制品占用量却要随之增大。所以对劳动量大、制件重量大、价值高的产品应采用较小的运输批量;反之,则应扩大运输的批量。
进行工序同期化,计算工作地(设备)需要量
流水线的节拍确定以后,要根据节拍来调节工艺过程,使各道工序的时间与流水线的节拍相等或成整数倍比例关系,这个工作称为工序同期化。工序同期化是组织流水线的必要条件,也是提高设备负荷和劳动生产率、缩短生产周期的重要方法。
进行工序同期化的措施有:
①提高设备的生产效率。可以通过改装设备、改变设备型号、同时加工几个制件来提高生产效率;
②改进工艺装备。采用快速安装卡具、模具,减少装夹零件的辅助时间;
③改进工作地布置与操作方法,减少辅助作业时间;
④提高工人的工作熟练程度和效率;
⑤详细地进行工序的合并与分解。首先将工序分成几部分,然后根据节拍重新组合工序,以达到同期化的要求,这是装配工序同期化的主要方法。
工序同期化以后,可以根据新确定的工序时间来计算各道工序的设备需要量,它可以用下式计算:
m(i)=t(i)/r
式中:mi—第i道工序所需工作地数(设备台数),ti—第i道工序的单件时间定额(分)包括工人在传送带上取放制品的时间。一般来说,计算出的设备数不是整数,所取的设备数为大于计算数的邻近整数。若某设备的负荷较大,就应转移部分工序到其它设备上或增加工作时间来减少设备的负荷。
[流水线设计]流水线组织设计的步骤 二计算工人需要量,合理配备工人
工业流水线、涂装线的工序数确定以后,就可计算流水线上的工人需要量。
(1)以手工劳动和使用手工工具为主的流水线工人需要量可用下式计算:
pi=sigwi
式中:Pi—第i道工序工人需要量(人),g—日工作班次,si—第i道工序工作地数,wi—每个工作地同时工作人数(人)
p=Σmi=1pi=Σmi=1sigwi
这里P为流水线操作工人总数(人)。
(2)以设备加工为主的流水线工人需要量可采用下式计算:
p=(1+b100)Σmi=1Sigfi
式中:b—后备工人百分比,fi—第i道
[流水线设计]流水线组织设计的步骤 三流水线上传送带的速度与长度的计算
传送带运行的速度(V)可由下式求得:
V=s[]r(米/分)
式中s表产品间隔长度。由上式可知节拍r为定值时,产品间隔长度s越大,传送带运行速度越大;s越小,V亦越小。
产品间隔长度的选取要根据具体情况来确定,其最小限度为0.7-0.8米,为照顾其它原因,还要给予附加的宽裕长度。
流水线传送带的长度可由右式计算:
L=mB+X
其中:L—传送带长度,m—工序数,B—工序间隔长度,X—传送带两端附加富裕量。
[流水线设计]流水线组织设计的步骤 四流水线平面布置设计
流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线内工作地的排列方法等问题。
生产流水线、自动化流水线的形状有直线形、直角形、开口形、环形等,如图2-1所示。
流水线内工作地的排列要符合工艺路线,当工序具有两个以上工作地时,要考虑同一工序工作地的排列方法。一般当有两个或两个以上偶数个同类工作地时,要考虑采用双列布置,将它们分列在运输路线的两例。但当一个工人看管多台设备时,要考虑使工人移动的距离尽可能短。
流水线的位置涉及到各条流水线间的相互关系,要根据加工部件装配所要求的顺序排列,整体布置要认真考虑物料流向问题,从而缩短路线,减少运输工作量。总之,要注意合理地、科学地进行流水生产过程空间组织。
[流水线设计]流水线组织设计的步骤 五流水线标准计划指示图表的制定
流水线上每个工作地都按一定的节拍重复地生产,所以可制订出流水线的标准计划指示图表,表示出流水线生产的期量标准、工作制度和工作程序等等,为生产作业计划的编制提供依据。连续流水线的标准计划指示图表比较简单,只要规定整个流水线工作的时间与程序就可以了。间断流水线的标准计划指示图表比较复杂,要规定每一工序的各工作地工作的时间与程序。
[流水线设计]流水线组织设计的步骤 六?
流水线经济效果指标的评价
流水线的经济效果指标主要有,产品产量增加额及增长率,劳动生产率及增长速度,流动资金占用量的节约额,产品成本降低额及降低率,追加投资回收期,年度综合节约额等等。除了上述数量指标外,还要考虑一些不可定量的指标,如劳动条件,环境保护的改善等。
企业应根据本身的实际情况进行单一品种流水线设计,所设计的流水线应符合企业的生产要求,能给企业带来良好的经济效益。否则,就必须对流水线进行适当的调整、重新设计或直接淘汰
二 : 建厂+引入新车 萨博公布初步重组计划
上个月月末,瑞典汽车公司已与两家中国汽车公司达成了一项协议,瑞典汽车同意以1亿欧元(约合1.419亿美元)的价格将萨博汽车100%股权售予中国庞大汽贸和青年莲花汽车,并为此签署了谅解备忘录。而近日,萨博汽车官方网站今日公布了债权人会议上提交的重组方案,要点如下:
1.资金支持:中方向萨博提供5千万欧元过桥贷款,帮助萨博完成重组。然后青年与庞大将为萨博注入55亿人民币(合6.1亿欧元),在2012-2013年间帮助萨博继续清偿债务、恢复生产以及维持运行。此外中方还将为萨博提供长期的资金支持,以帮助萨博实现既定的产品线扩充以及在中国建厂计划。目前为止萨博尚未收到中方承诺的贷款资金。此外萨博从欧洲投资银行借贷的6300万欧元分期款项将获得放行。
2.公司调整:萨博将裁员500人,所占比例约为15%。裁员后可为萨博节约经费10亿瑞典克朗(合1.567亿美元)。

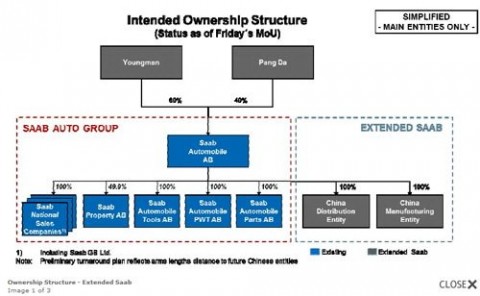
3.公司结构:青年(持股60%)和庞大(持股40%)将共同控股萨博汽车集团(“Saab Auto Group”)。萨博汽车公司(Saab Automobile AB )仍然由子公司萨博物业公司、萨博汽车用具公司、萨博汽车动力系统公司、萨博汽车零部件公司以及全国销售公司和其他小公司组成。
作为交易的一部分,萨博英国有限公司(Saab GB Ltd即萨博英国销售公司)也将成为萨博汽车公司的子公司。萨博汽车集团将继续保持作为一家涵盖完整的设计、制造及销售业务的汽车制造商。为了进军中国市场,萨博、青年和庞大正计划在中国建立两家新的公司:
◆ 中国销售公司:负责管理萨博汽车在中国市场的所有销售业务。
◆ 中国制造公司:为中国市场提供生产设备,为中国和全球市场生产萨博汽车。
◆ 所生产的萨博汽车的研发工作将在瑞典特罗尔海坦的萨博汽车公司进行。
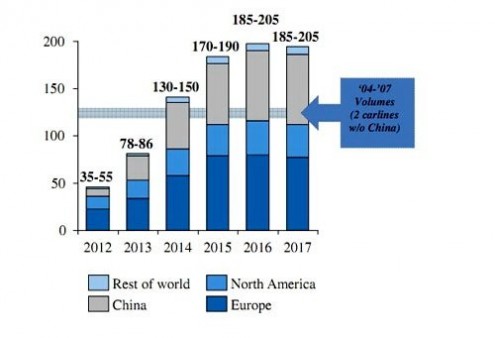
4.销量预期:预计萨博2012年销量在3.5-5.5万辆之间,2013年达到7.5-8.5万辆,之后销量逐步上升,到2016年将达到18.5-20.5万辆,较萨博2000年代中期巅峰年份销量增长50%以上。
5.重启生产:面向传统市场及中国市场的车型包括2012年发布的新型9-5 Sports Combi和新款9-4X跨界车。同时萨博已经与俄罗斯和乌克兰签订了进口协议。
6.中国市场:目前在萨博的市场份额中,欧洲市场占据64%,北美占据30%,未来萨博会将重心转移至中国市场——中国将占萨博总销量的1/3。(文/青云)
编辑语:近段时间,萨博的消息已经铺天盖地,话已经没有必要多说,萨博事件究竟是场闹剧还是一段海外并购的佳话,我们继续关注。
更多阅读:
庞大和青年将1亿欧元收购萨博全部股权
庞大青年1亿欧元购萨博 重组方案成关键
承载复兴希望 新一代萨博9-3泄露图曝光
本文标题:
公路初步施工组织设计-流水线组织设计的步骤 本文地址:
http://www.61k.com/1071453.html