一 : 子网划分以及应用实例
本节就将介绍子网划分的有关概念和方法,主要涉及到一下几个方面的内容:
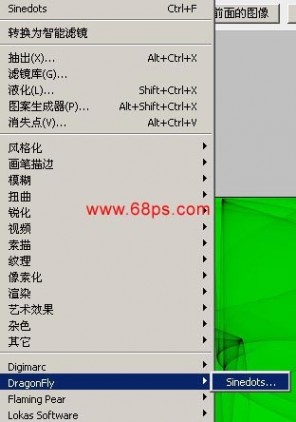
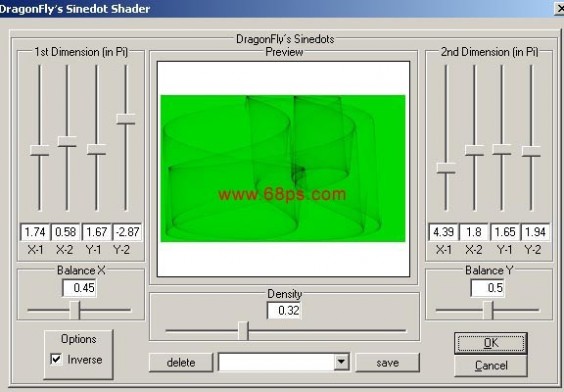
二 : Photoshop入门:网上下载的滤镜应用实例
前面讲述了Photoshop入门:动作的安装使用实例,继续讲解网上下载的一些滤镜如何应用呢?

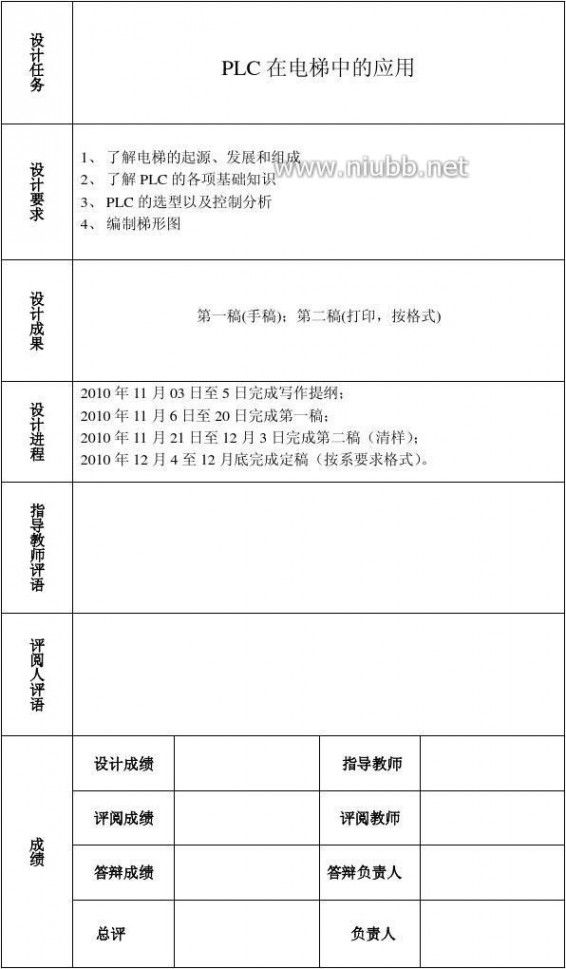
三 : 西门子PLC在五层电梯中的应用
辽宁省交通高等专科学校机电系
毕业设计文件
设计题目 专 业: 机电一体化
姓名: 王金龙 班级: 08531 学号完成期限:2010年11月01日至2010年02月28日 指导教师: 孙英伟
辽宁省交通高等专科学校机电系毕业论文
摘要:随着城市建设的不断发展,高层建筑不断增多,电梯在人们的生活中占有着越来越重要的地位。本文结合PLC 的性能,在介绍电梯基本结构的基础上,深入分析了电梯的工作原理,重点分析了电梯的硬件设计和软件设计。论述PLC 在电梯控制系统中的运用,研究并提出了基于西门子PLC (S7-200)的5层电梯控制系统设计的实现方案,通过合理的选择和设计,实现电梯指层、选层、选向、手动和自动关门等基本功能。
关键字:电梯、PLC、控制
Abstract:with the city construction's continuous development , the amount of high-rise buildings is increasing rapidly ,which makes the role that elevator played in people's daily life become more and more important. In this thesis, based on the introduction of the basic structure of the elevator, we deeply analyzed how the elevator works, and emphasized on the elevator's hardware and software design. By stating the application of PLC in the system of elevator control, we researched and worked out a practical scheme of 5 layer elevator's control system based on Siemens PLC (s7-200).through the rational selection and design, we manager to make the elevator carry out the basic function such as layer pointing, layer selecting, direction selecting, manual and automatic door operation, etc. key words: elevator, PLC, control
第 1 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
目 录
前言 ....................................................... 1
1、概述 .................................................... 2
1.1电梯的起源与发展 ....................................... 2
1.2 电梯硬件分析 ........................................... 3
1.2.1电梯的组成 ........................................... 3
1.3 PLC简介 ............................................... 6
1.3.1 PLC的定义 ........................................... 6
1.3.2 PLC的产生与发展 ..................................... 6
1.3.3 PLC的特点 .......................................... 7
1.4 PLC的应用领域 ......................................... 9
1.5 PLC的工作原理 ........................................ 10
1.6 PLC的编程语言 ........................................ 11
1.7 西门子s7-200PLC简介 .................................. 11
1.8 PLC控制系统设计思路 .................................. 12
2、硬件设计 ............................................... 13
2.1控制要求分析 .......................................... 13
2.2 PLC选型 .............................................. 14
2.2.1 PLC控制系统的I/O点数计算与分配 .................... 14
2.2.2 PLC的型号选择 ...................................... 15
3、软件设计 ............................................... 16
3.1 开关轿厢门程序 ........................................ 16
第 1 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
3.2自动选向程序 .......................................... 18
3.3轿厢内呼和楼层外呼指示程序 ............................ 21
4、PLC电梯控制梯形图 ..................................... 23
结束语: .................................................. 29
参考文献 .................................................. 30
第 2 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
前言
在现代化城市的高速发展中,一幢幢高楼拔地而起,电梯的广泛应用已成为城市物质文明的一种标志。特别是在高层建筑中,电梯作为不可缺少的垂直运输设备,已与人们的日常生活密不可分。
电梯是根据外部呼叫信号以及自身控制规律等运行的,而呼叫是随机的,电梯实际上是一个人机交互式的控制系统,单纯用顺序控制或逻辑控制是不能满足要求的。因此,电梯控制系统应采用随机逻辑控制方式控制。目前电梯的控制普遍采用两种控制方式:一是采用微机作为信号控制单元,完成电梯的信号采集、运行状态和功能的设定,实现电梯的自动调度和集选运行功能,拖动控制则由变频器来完成;第二种控制方式用可编程控制器(PLC)取代微机实现信号集选控制。从控制方式和性能上来说,这两种方式并没有太大的区别。国内厂家大多采用第二种方式,其原因在于用PLC控制有许多优点:1、可靠性高,由于采取了一系类的PLC高可靠性的措施,PLC的平均无故障时间(MTBF)一般可达3~5万小时。而且PLC的环境适应性也很强,它能在工业环境下可靠地工作;2、编程简单,PLC最常用的编程语言是梯形图语言。这种编程语言形象直观,容易掌握,不需要专门的计算机知识,便于广大现场工程技术人员掌握。当工作流程需要改变时,可以现场改变程序,使用方便、灵活;3、体积小、结构紧凑、安装、维修方便。PLC的体积小,重量轻,便于安装。一般PLC都具有自诊断、故障报警、故障种类显示等功能。
可编程控制器不仅充分利用微处理器的优点来满足各种工业领域的实时控制要求,同时也照顾到现场电气维护人员的技能和习惯,摈弃了微机常用的计算机编程语言的表达方式,独具风格地形成一套以继电器梯形图为基础的形象编程语言和模块化的软件结构,使用户程序的编制清晰直观、方便易学、调试和查错都很容易。
总之,电梯的控制是比较复杂的,在计算机诞生前的几十年里,继电器控制系统为电梯控制的发展起到了巨大的作用,然而其控制性能与自身的功能已经无法满足与适应电梯控制的要求和发展,与PLC相比较,存在质的差别。电梯使用继电接触器控制的时代,很难设计出质量优良的电梯控制系统,而现在,可编程控制器的使用为电梯的控制提供了更广阔的空间。PLC是专门为工业过程控制而设计的控制设备,使它的体积大大减小,功能不断完善,过程的控制更平稳、可靠、抗干扰性能增强、机械与电气部件被机结合在一个设备内,把仪表、电子和计算机的功能综合在一起。因此它已成为电梯运行中的关键技术。
第 1 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
1 概述
1.1电梯的起源与发展
追溯电梯的起源,在我国及国外都能找到其雏形。如我国公元前1700多年出现的桔槔,是一种用于提水的升降装置。公元前1100多年出现的轱辘,是一种用于提水或升举重物的升降装置。在古代希腊,于公元前236年出现的阿基米德绞车,是一种升举重物的升降装置。它们的共同特点是都由支架、卷筒、绳索、摇杆、乘物装置几部分组成的最原始、最简单的升降机械,由木(竹)材料制成,靠人力或畜力驱动在很低速度下运行。
1889年美国的奥梯斯电梯公司首先使用电动机作为电梯动力,这才出现名副其实的电梯,并使电梯趋于实用化。1900年还出现了第一台自动扶梯。1949年出现了群控电梯,首批4—6台群控电梯在纽约的联合国大厦被使用。1955年出现了小型计算机(真空管)控制电梯。1962年美国出现了速度达8米/秒的超高速电梯。1963年一些先进工业国只成了无触点半导体逻辑控制电梯。1967年可控硅应用于电梯,使电梯的拖动系统筒化,性能提高。1971年集成电路被应用于电梯。第二年又出现了数控电梯。1976年微处理机开始用于电梯,使电梯的电气控制进入了一个新的发展时期。
由于早期的电梯及电气控制方式存在故障率较高、可靠性差、接线复杂、一旦完成不易更改等缺点,所以需要开发一种安全、高效的控制方式。可编程控制器(即PLC)既保留了传统继电气控制系统的简单易懂,而且具备控制精度高、可靠性好、控制程序可随工艺改变、易于与计算机接口连接、维修方便等诸多高品质性能。因此,PLC在电梯控制领域得到了广泛而深入的运用。
如今,电梯已成为人们进出高层建筑不可或缺的交通工具,随着时代的发展,科技的进步,人们对电梯在运行时的平稳性、高速性、准确性、高效性等一系列静、动态性能提出了更高的要求。电梯今后的发展将主要呈现以下趋势。
(1)超高速电梯。随着人们生活节奏的加快,高层建筑的增加,全功能的塔式建筑将会促使超高速电梯继续成为研究方向,5m/s以上运行速度的超高速电梯,成为人们关注的重点和市场发展的新趋向。
(2)大型超载重电梯用导轨。随着大型公共场所、购物场所等公用建筑的增加,大型超载重电梯的运用日益广泛,对于垂直电梯、自动扶梯的载重量和运行平稳性提出了新的要求。
(3)新型自动扶梯导轨。随着社会进步、城市化水平的提高以及越来越多的国家逐渐步入老龄化社会,各国政府对人文关怀日益重视,促使城市公共设施对自动扶梯和自动人行道的需求加速增长。为实现公共场所的无障碍通行,大量的体
第 2 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
育场馆、地铁、机场、商场、写字楼、宾馆等需要加装自动扶梯和自动人行道。
(4)无机房电梯导轨。对于高度在20层以下的民用建筑,可以通过改变曳引机的安装方式去除电梯机房的设计,从而降低建筑总高度、保持整体造型、节省建筑成本。
此外,人们要求电梯节能、电磁兼容性强、噪声低、长寿命、采用绿色装潢材料、与建筑物协调等,甚至有人设想在大楼顶部的机房利用太阳能作为电梯驱动补充能源等等,而这些都会对电梯导轨的运行技术不断提出新的要求
1.2 电梯硬件分析
1.2.1电梯的组成
电梯是机电合一的大型复杂产品,机械部分相当于人的躯体,电器部分相当于人的神经。机与电的高度合一,使电梯成了现代科学技术的综合产品.对于电梯的结构而言,传统的方法是分为机械部分和电气部分,但以功能系统来描述,则更能反映电梯的特点。下面简单介绍电梯机械部分的结构,而我们的主要目的是怎样来控制它。
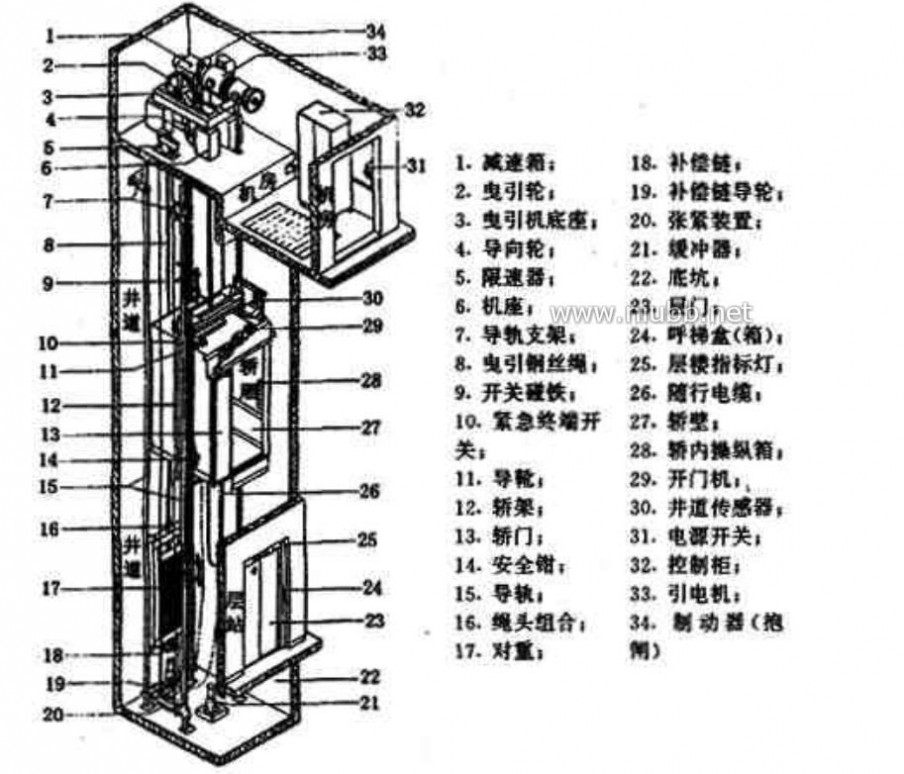
图1-1 电梯机械部分结构示意图
(1)曳引系统
曳引系统的主要功能是输出与传递动力,使电梯运行。曳引系统主要由曳引钢丝绳,导向轮,反绳轮组成。
(2)导向系统
导向系统的主要功能是限制轿厢和对重的活动自由度,使轿厢和对重只能沿
第 3 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
着导轨作升降运动。
导向系统主要由导轨,导靴和导轨架组成。
(3)轿厢
轿厢是运送乘客和货物的电梯组件,是电梯的工作部分。轿厢由轿厢架和轿厢体组成。
(4)门系统
门系统的主要功能是封住层站入口和轿厢入口。门系统由轿厢门,层门,开门机,门锁装置组成。
(5)重量平衡系统
系统的主要功能是相对平衡轿厢重量,在电梯工作中能使轿厢与对重间的重量差保持在限额之内,保证电梯的曳引传动正常。
系统主要由对重和重量补偿装置组成。
(6)电力拖动系统
电力拖动系统的功能是提供动力,实行电梯速度控制。电力拖动系统由曳引电动机,供电系统,速度反馈装置,电动机调速装置等组成。
(7)电气控制系统
电气控制系统的主要功能是对电梯的运行实行操纵和控制。电气控制系统主要由操纵装置,位置显示装置,控制屏(柜),平层装置,选层器等组成。
(8)安全保护系统
保证电梯安全使用,防止一切危及人身安全的事故发生。
由电梯限速器、安全钳、缓冲器、安全触板、层门门锁、电梯安全窗、电梯超载限制装置、限位开关装置组成。
1.2.2电梯的主要电气设备:
(1)曳引电动机:
齿轮曳引系统作为电梯的提升机构,主要由驱动电动机、电磁制动器(也称电磁抱闸)、减速器及曳引轮组成。
(2)自动门机
用来完成电梯的开门与关门:电梯的门由厅门(每层站一个)和轿门(只有一个)。只有当电梯停靠在某层站时,此层厅门才允许开启(由门机拖动轿门,轿门带动厅门完成);也只有当厅门、轿门全部关闭后才允许启动运行(检修状态时,可以在不关门的状态下运行)。
(3)层楼指示
层楼指示也叫层显,过去常由低压灯泡构成,安装在每层站厅门的上方和轿厢内轿门的上方;现多由数码管或LED点阵结构组成,与呼梯盒、运行方向指示
第 4 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
做成一体结构。
(4)呼梯盒
呼梯盒也叫召唤按钮或外呼盒,用以在每层站召唤电梯。常安装在厅门外,离地1m左右的墙壁上。基站与顶站只有一个按钮,中间层站由上呼和下呼两个按钮组成。按钮带有呼梯记忆灯,灯亮时表示呼梯信号已经被接收并记忆;当电梯满足呼梯要求并停层开门时,呼梯记忆灯熄灭。基站的呼梯盒上,常带有钥匙开关,供电梯管理员开关电梯。
(5)操纵箱
操纵箱安装在轿厢内,供司机及乘客对电梯发布动作指令。操纵箱上设有与电梯层数相同的内层选按钮(带指示记),上、下行启动按钮(带上、下行指示记忆灯,检修时用),开、关门按钮,急停按钮,电梯运行状态选择钥匙开关(选择电梯是自动运行还是检修状态)以及风扇、照明等的控制开关。
(6)平层及开门装置
该装置由磁铁板和上、下平层感应器1KR、2KR组成。上行时,1KR首先插入隔铁磁板,发出减速信号,电梯开始减速,至2KR插入隔磁铁板时,发出停车及开门信号,电机停转,机械抱闸;下行时,2KR首先插入隔磁铁板,发出减速信号至1KR插入隔磁铁板时,发出停车及开门信号。
(7)停层装置
在电梯的井道内每层站装有一只磁铁板,当轿厢运动到相应层站时,磁铁板插入平层感应器内,以此检测电磁所处位置和产生平层信号。
(8)安全窗及其开关,安全钳及其开关,限速器及其开关,上、下行限位开关,上、下行强迫停止开关,极限开关
电梯的轿厢顶部开有安全窗,供紧急情况下疏散乘客,当安全窗打开时,电梯不允许运行。安全钳是为防止电梯曳引钢绳断裂及超速运行的机械装置,用以在上述情况下将轿厢挟持在导轨上。限速器是用以检查电梯运行速度的机械装置,当电梯超速运行时,限速器动作,带动安全钳使电梯停止运行。以上三种装置的动作通过其相应开关来检测。当电梯运行至上、下极限位置时仍不停车,上、下限位开关动作,发出停车信号,若仍不能停车,将压下上、下强迫停止开关,强制电梯停止运行;若还不能停车,将通过机械装置带动极限开关SQ0动作切断电梯曳引电动机的电源,以达到停车目的,避免电梯出现冲顶与礅底事故。
1.2.3 电梯工作原理
曳引绳两端分别连着轿厢与对重(又称配重),缠绕在曳引轮和导向轮上,曳引电动机通过减速器变速后带动曳引轮转动,靠曳引绳与曳引轮摩擦产生的牵引力,实现轿厢和对重的升降运动,达到运输目的。固定在轿厢上的导靴可以沿着
第 5 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
安装在建筑物井道墙体上的固定导轨往复升降运动,防止轿厢在运行中产生偏斜或摆动。常闭式制动器在电动机工作时间松闸,使电梯运转,在失电情况下制动,使轿厢停止升降,并在指定层站上维持其静止状态,供人员和货物出入。轿厢是运载乘客或其他载荷的箱体部件,对重用来平衡轿厢载荷、减少发动机功率。补偿装置用来补偿曳引绳运动中的张力和重量变化,使曳引电动机负载稳定,轿厢得以准确停靠。电气系统实现对电梯运动的控制,同时完成选层、平层、测速、照明工作。指示呼叫系统随时显示轿厢的运动方向和所在楼层位置。安全装置保证电梯运行安全。
1.3 PLC简介
1.3.1 PLC的定义
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:
“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。”
1.3.2 PLC的产生与发展
第一台PLC的设计规范是美国通用公司提出的。当时的目的是要求设计一种新的控制装置以取代继电器盘,在保留了继电器控制系统的简单易懂、操作方便、价格便宜等优点的基础上,同时具有现代化生产线所要求的响应时间快、控制精度高、可靠性好、控制程序可随工艺改变、易于与计算机接口、维修方便等诸多高品质与功能。这一设想提出后,美国数字设备公司(DEC)于1969年研制成功世界上第一台PLC,型号为PDP-14,投入汽车公司的生产线控制中,取得了令人满意的效果,从此开创了PLC的新纪元。由于当时开发PLC的主要目的是用来取代继电器逻辑控制系统,所以最初的PLC其功能也仅限于执行继电器逻辑、计时、计数等功能。
随着微电子技术的发展,20世纪70年代中期出现了微处理器和微型计算机,人们将微机技术应用到PLC中,使它能更多地发挥计算机的功能,不仅用逻辑编程取代了硬接线逻辑,还增加了运算、数据传送和处理功能,使其真正成为一种电子计算机工业控制设备。为了方便熟悉继电器、接触器系统的工程技术人员使用,可编程控制器采用和继电器电路图类似的梯形图作为主要编程语言,并将参加运算及处理的计算机存储元件都以继电器命名。此时的PLC为微机技术和继电器常规控制概念相结合的产物。
第 6 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
20世纪70年代中末期,可编程控制器进入实用化发展阶段,计算机技术已全面引入可编程控制器中,使其功能发生了飞跃。更高的运算速度、超小型体积、更可靠的工业抗干扰设计、模拟量运算、PID功能及极高的性价比奠定了它在现代工业中的地位。
20世纪80年代初,可编程控制器在先进工业国家中已获得广泛应用。这个时期可编程控制器发展的特点是大规模、高速度、高性能、产品系列化。这个阶段的另一个特点是世界上生产可编程控制器的国家日益增多,产量日益上升。这标志着可编程控制器已步入成熟阶段。
20世纪末期,可编程控制器的发展特点是更加适应于现代工业的需要。从控制规模上来说,这个时期发展了大型机和超小型机;从控制能力上来说,诞生了各种各样的特殊功能单元,用于压力、温度、转速、位移等各式各样的控制场合;从产品的配套能力来说,生产了各种人机界面单元、通信单元,使应用可编程控制器的工业控制设备的配套更加容易。目前,可编程控制器在机械制造、石油化工、冶金钢铁、汽车、轻工业等领域的应用都得到了长足的发展。
1.3.3 PLC的特点
(1)可靠性高,抗干扰能力强
高可靠性是电气控制设备的关键性能。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。一些使用冗余CPU的PLC的平均无故障工作时间则更长。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除PLC以外的电路及设备也获得故障自诊断保护。这样,整个系统具有极高的可靠性也就不奇怪了。
(2)功能强大,成本低
PLC发展到今天,已经形成了大、中、小各种规模的系列化产品。可以用于各种规模的工业控制场合,几乎能满足所有工业控制领域的需要。除了逻辑处理功能以外,现代PLC大多具有完善的数据运算能力,可用于各种数字控制领域。近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
由于其转为工业应用而设计,所以PLC控制系统中的I/O系统、HMI系统等可以直接和现场信号连接、使用。系统也不需要进行专门的抗干扰设计。所以和其
第 7 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
他的控制系统(如DCS、IPC)相比,其成本较低,而且这种趋势还将继续持续下去。
(3)控制系统结构简单,适用性强
大部分情况下,一个PLC主机就能组成一个控制系统。对于需要扩展的系统,只要选好扩展模块,经过简单连接即可。PLC扩展模块品种多,可以灵活组成各种大小和不同要求的控制系统。
PLC控制系统实质性的好处是当控制要求改变,需要变更控制系统的功能时,只需对程序进行简单的修改,对硬件部分稍作改动即可,而不是像继电气控制系统那样,在一个装配好的控制盘上,对系统进行修改几乎是不可能的事情。同一个PLC装置用于不同的控制对象,只是输入/输出组件和应用软件的不同。所以说PLC系统具有极高的柔性,即通用性强。
(4)编程方便、易于使用
PLC作为通用工业控制计算机,是面向工矿企业的工控设备。它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
(5)设计、施工、调试的周期短,改造方便
用继电器控制完成一项控制工程,首先必须按工艺要求画出电气原理图,然后画出继电器柜的布置和接线图等,进行安装调试,以后修改起来十分不便。而PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。因为PLC是通过程序完成控制任务的,采用了方便用户的工业编程语言,且都具有枪支和仿真的功能,大大减轻了繁重的安装接线工作,缩短了施工周期。更重要的是使同一设备经过改变程序改变生产过程成为可能。这很适合多品种、小批量的生产场合。
(6)维护方便
PLC的输入/输出端子能够直观的反映出现场信号的变化状态,通过编程工具可以直观的观察控制程序和控制系统的运行状态,如内部工作状态、通信状态、I/O点状态、异常状态和电源状态等,极大的方便了维护人员查找故障,缩短了对系统维护的时间。
(7)体积小,重量轻,能耗低
以超小型PLC为例,新近出产的品种底部尺寸小于100mm,重量小于150g,功耗仅数瓦。由于体积小很容易装入机械内部,是实现机电一体化的理想控制设备。
第 8 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
1.4 PLC的应用领域
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,使用情况大致可归纳为如下几类。
(1)开关量的逻辑控制
这是PLC最基本、最广泛的应用领域,它取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
(2)模拟量控制
在工业生产过程当中,有许多连续变化的量,如温度、压力、流量、液位和速度等都是模拟量。为了使可编程控制器处理模拟量,必须实现模拟量(Analog)和数字量(Digital)之间的A/D转换及D/A转换。PLC厂家都生产配套的A/D和D/A转换模块,使可编程控制器用于模拟量控制。
(3)运动控制
PLC可以用于圆周运动或直线运动的控制。从控制机构配置来说,早期直接用于开关量I/O模块连接位置传感器和执行机构,现在一般使用专用的运动控制模块。如可驱动步进电机或伺服电机的单轴或多轴位置控制模块。世界上各主要PLC厂家的产品几乎都有运动控制功能,广泛用于各种机械、机床、机器人、电梯等场合。
(4)过程控制
过程控制是指对温度、压力、流量等模拟量的闭环控制。作为工业控制计算机,PLC能编制各种各样的控制算法程序,完成闭环控制。PID调节是一般闭环控制系统中用得较多的调节方法。大中型PLC都有PID模块,目前许多小型PLC也具有此功能模块。PID处理一般是运行专用的PID子程序。过程控制在冶金、化工、热处理、锅炉控制等场合有非常广泛的应用。
(5)数据处理
现代PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位操作等功能,可以完成数据的采集、分析及处理。这些数据可以与存储在存储器中的参考值比较,完成一定的控制操作,也可以利用通信功能传送到别的智能装置,或将它们打印制表。数据处理一般用于大型控制系统,如无人控制的柔性制造系统;也可用于过程控制系统,如造纸、冶金、食品工业中的一些大型控制系统。
(6)通信及联网
PLC通信含PLC间的通信及PLC与其它智能设备间的通信。随着计算机控制的
第 9 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
发展,工厂自动化网络发展得很快,各PLC厂商都十分重视PLC的通信功能,纷纷推出各自的网络系统。新近生产的PLC都具有通信接口,通信非常方便。
1.5 PLC的工作原理
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
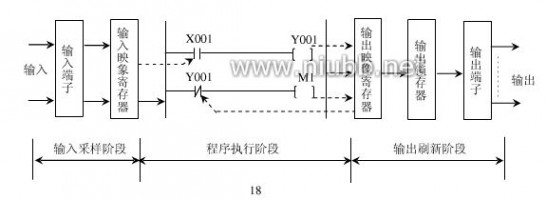
图1-2 PLC的运行阶段
(1)输入采样阶段
在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(2)用户程序执行阶段
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作
第 10 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
用。
(3)输出刷新阶段
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
1.6 PLC的编程语言
编程语言是PLC的重要组成部分,PLC为用户提供了完整的编程语言,以适应用户编程的需要。利用编程语言,按照不同的控制要求编写不同的控制程序,这相当于设计和改变几点起的硬件接线线路,这就是所谓的“可编程序”。程序由编程器送到PLC内部的存储器中,它也能方便地读出、检查与修改。
PLC共有5种标准编程语言,其中有三种图形语言,即梯形图(LD,Ladder Diagram)、功能块图(FBD,Function Block Diagram),和顺序功能图(SFC,Sequential Function Chart),两种文本语言,即结构化文本(ST,Structured Text)和指令表(IL,Instruction List)。其中梯形图是最早使用的一种PLC语言,也是现在最常用的编程语言。它是从继电气控制系统原理图的基础上演变而来的,它继承了继电气控制系统中的基本工作原理和电器逻辑关系的表达方法,梯形图预计电气控制系统梯形图的基本思想是一致的,只是在使用符号和表达方式上有一定区别,所以在逻辑控制系统中得到了广泛的使用。它的最大特点就是直观、清晰。
1.7 西门子s7-200PLC简介
S7--200的用户程序中包括了位逻辑、计数器、定时器、
复杂数学运算以及与其它智能模块通讯等指令内容,从而使
它能够监视输入状态,改变输出状态以达到控制目的。紧凑
的结构、灵活的配置和强大的指令集使S7--200成为各种控
制应用的理想解决方案。它集成6 输入/4 输出共10 个数
字量I/O 点,无I/O 扩展能力。拥有6K 字节程序和数据
存储空间,4 个独立的30kHz 高速计数器,2 路独立的
20kHz 高速脉冲输出以及1 个RS485 通讯/编程口,具有
PPI 通讯协议、MPI 通讯协议和自由方式通讯能力。非常适 图1-3 西门子S7-200PLC 合于小点数控制的微型控制器。S7-200系列在集散自动化系
统中充分发挥其强大功能。使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制。应用领域极为广泛,覆盖所有与自动检测,自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。

如:冲压机床、磨床、印刷机械、橡胶化工机械、中央空调、电梯控制、运动系
第 11 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
统等。
STEP 7-Micro/WIN 32是西门子公司专门为S7-200系列PLC设计在个人计算机Windows操作系统下运行的编程软件,它的功能强大,使用方便,简单易学,可用梯形图(LAD)、语句表(STL)和功能块图三种编程语言编制程序,不同的编程语言编制的程序可以相互转换。STEP 7-Micro/WIN 32提供两套指令集,即SIMATIC指令集(S7-200方式)和国际标准指令集(IEC1131-3方式)。程序编制完成之后,利用PLC与计算机专用的PC/PPI电缆传送程序至PLC。
1.8 PLC控制系统设计思路
本设计以PLC作为工具对五层电梯的各种操作进行控制。PLC控制系统设计一般分为以下几个步骤:
(1)熟悉被控对象(本次设计的对象为五层电梯),制定控制方案
(2)确定I/O点数
(3)选择PLC机型(本次设计采用西门子S7-200PLC)
(4)选择输入、输出设备,分配PLC的I/O地址
(5)程序设计(包括梯形图的绘制)
(6)系统调试
(7)编制相关技术文件
(8)系统总体设计流程如图1-4所示:
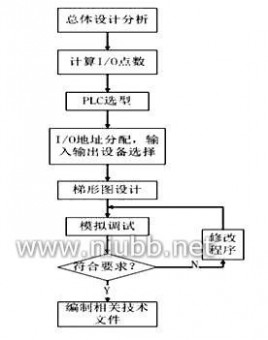
图1-4 PLC系统总体设计流程图
第 12 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
2 硬件设计
2.1控制要求分析
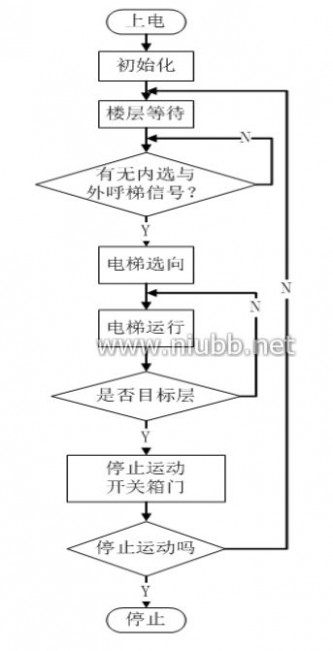
所涉及的电梯模型共有五层,电梯的每一层面均有升降及轿厢所在楼层的指示灯显示;图2-1所对应的指示灯表示楼层号,每层的楼厅均有输入(分上行和下行)按钮召唤电梯。工作中的电梯主要对各种呼梯信号和当时的运行状态进行综合分析,再确定下一个工作状态,为此它要求具有自动选向、顺向截梯、反向保号,外呼记忆,自动开/关门状态,停梯消号,自动达层等功能。
分析以上控制要求,将电梯控制要实现的功能罗列如下:
1、开始时,电梯处于任意一层。
2、当有外呼梯信号到来时电梯响应
该呼梯信号,到达该楼层时,电梯停止运
行,电梯门打开,延时三秒后自动关门。
3、当有内呼梯信号到来时,电梯应
该响应该呼梯信号,到达该楼层时,电梯
停止运行,电梯门打开,延时三秒后自动
关门。
4、在电梯运行过程中电梯上升(或
下降)途中,任何反方向下降(或上升)
的呼梯信号均不响应,但如果反向呼梯信
号前方无其它内、外呼梯信号时,则电梯
相应该外呼信号,但不响应三层向下外呼
梯信号。同时,如果电梯达到四层,五层
没有任何呼梯信号,测电梯可以响应四层
向下外呼梯信号。电梯应具有最远反向外
呼梯响应功能。例如电梯在一楼,而同时
有二层向下外呼梯,三层向下外呼梯,四
层向下外呼梯,则电梯先去四楼响应四层
向下外呼梯信号。
图2-1 电梯工作流程图 5、电梯具有同向截车功能。
6、电梯未平层或运行时,开门按钮和关门按钮均不起作用。平层且电梯停止运行后,按开门按钮可使门打开,按关门按钮可使门关闭。
第 13 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
2.2 PLC选型
2.2.1 PLC控制系统的I/O点数计算与分配
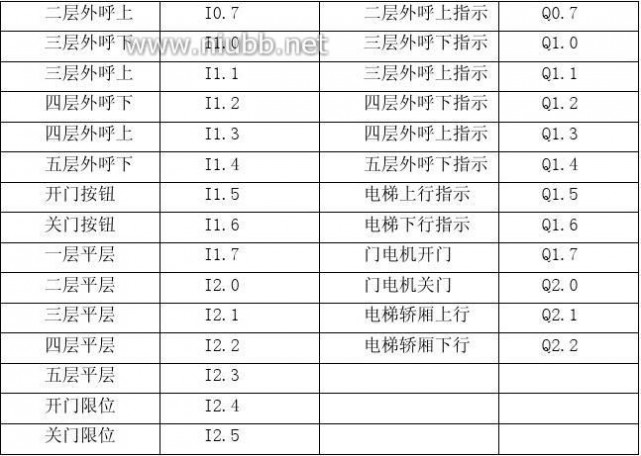
根据电梯控制的特点,输入信号应该包括以下几个部分:
(1)轿厢内及各层门厅外呼按钮
轿厢内的楼层选择按钮共有数字键1~5,各层门厅的外呼按钮除第一层只有上升按钮,第五层只有下降按钮外,其余三层均设有上升、下降两个按钮,故一共需要13个输入。
(2)位置信号
位置信号由安装于各楼层的电梯停靠位置的四个传感器产生。平时为常开,当电梯运行到平层时关闭,另外还有一组开关门限位,故位置信号一共需要7个输入
(3)电梯门控制信号
大部分电梯都具有开门按钮以及关门按钮,以方便手动开门,故电梯门控制信号一共需要2个输入。
综上所述,共需要输入点22个。 输出信号应该包括:
(1)内呼指示信号
内呼指示信号有5个,分别表示1~5层的内呼被接受,并在内呼指令完成后,信号消失。
(2)外呼指示信号
外乎信号共有8个,分别表示1~5层的外呼被接受,并在外呼指令完成后,信号消失。电梯轿厢上下行,电梯上下行指示信号,共4个门电机开关指示,共需要输出点2个。
综上所述,共需输出点19个。
PLC五层电梯控制系统的输入、输出点分配表如下所示:

第 14 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
2.2.2 PLC的型号选择
综合输入输出点的计算以及要实现的电梯控制功能,使用西门子s7-200PLC(CPU226)加一个扩展模块,这样就能完全能够满足设计要求。S7-200PLC是一种小型可编程逻辑控制器(Micro PLC),可应用于各种小型自动化控制系统。高集成度的设计、低廉的成本使得s7-200成为各种小型控制任务理想的解决方案,适用于各行各业,各种场合中的检测、监测及控制的自动化。并且,西门子s7-200PLC具有:极高的可靠性、丰富的指令集、极快的浮点运算速度、丰富的扩展模块、强大的内部集成功能等几个方面的出色表现。
第 15 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
3 软件设计
由电梯运动流程图可以看出电梯的运动控制中最需要关注的主要部分是:开关轿厢门的控制,电梯的自动选向,轿厢的内呼和楼层外呼指示。将各部分分为单独的模块分别进行编程,绘制梯形图,不仅条理清晰,提高编程效率,而且能更为方便的进行程序的调试。
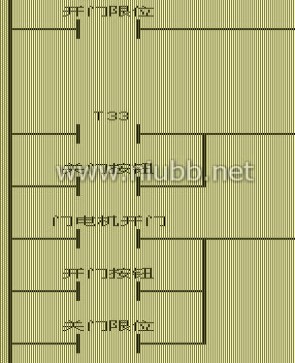
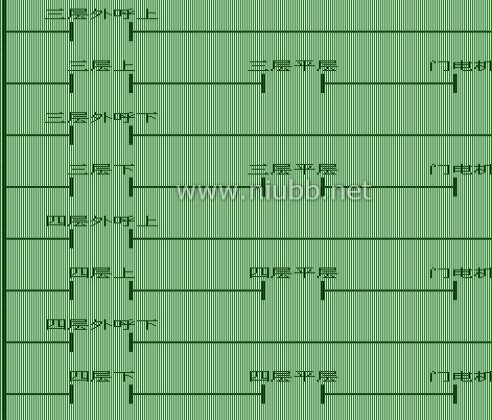
3.1 开关轿厢门程序
轿厢门开可分为以下几种情况:
(1)电梯在一层平层,有一层外呼上指示或一层内呼指示。
(2)电梯在二层平层,有二层外呼下指示(电梯选项向下),二层外呼上指示(电梯选项向上)或二层内呼指示。
(3)电梯在三层平层,有三层外呼下指示(电梯选项向下),三层外呼上指示(电梯选项向上)或三层内呼指示。
(4)电梯在四层平层,有四层外呼下指示(电梯选项向下),四层外呼上指示(电梯选项向上)或四层内呼指示。
(5)电梯在五层平层,有五层外呼下指示或五层内呼指示。
(6)电梯在平层时按下开门按钮。
所绘制的梯形图如下:
第 16 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
图3-1 轿箱门开
门电机开这个输出被置位后,当它符合一定条件时,就应取消它的置位,使其停止开门动作。这些条件应为:
按下关门按钮,并且同时开门按钮没有按下。输出信号门电机关置位,且开门按钮没有按下
达到开门限位,自动停止开门动作。
所绘制的梯形图如下:
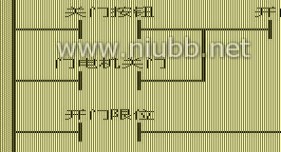
图3-2 轿箱门开复位
开门动作结束后将是3秒钟的延时,然后电梯会自动关门,达到关门限位后,关门动作自动结束。同样,按下关门按钮,电梯也将关门,开门按钮被按下,或有门电机开信号输出,则关门动作取消。所绘制的梯形图如下:
第 17 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
图3-3 轿箱门关及其复位
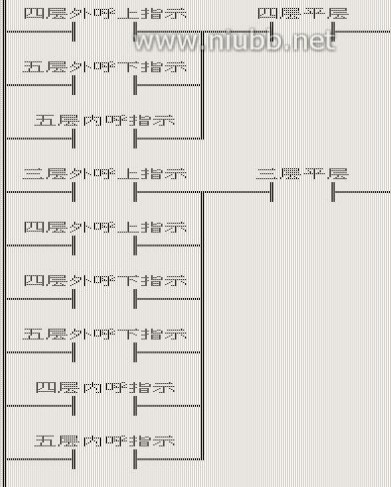
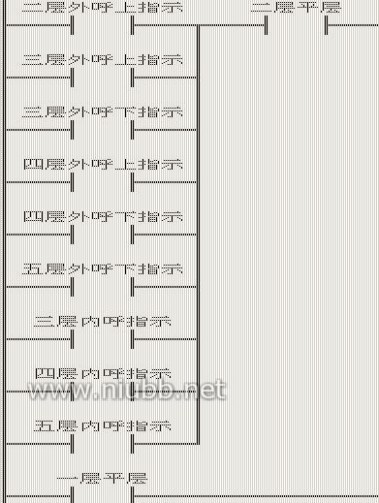
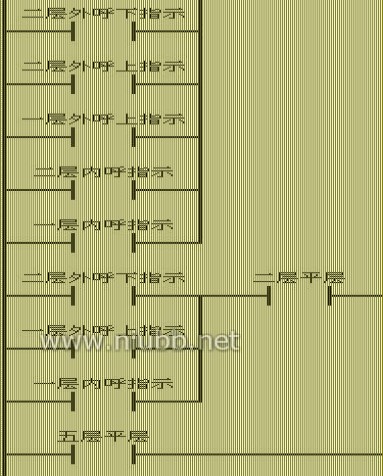
3.2自动选向程序
本程序的自动选项功能主要由电梯的上行条件和下行条件两部分组成,其中,电梯满足以下条件时上行:
1)电梯在四层,且有四层外呼上指示,五层外呼下指示,五层内呼指示。
2)电梯在三层,且有三层外呼上指示,四层外呼下指示,四层外呼上指示,五层外呼下指示,四层内呼指示,五层内呼指示。
3)电梯在二层,且有二层外呼上指示,三层外呼下指示,三层外呼上指示,四层外呼下指示,四层外呼上指示,五层外呼下指示,三层内呼指示,四层内呼指示,五层内呼指示。
4)电梯在一层时,无论什么情况均上行;同理,电梯在第五层时无论什么情况均不上行。
满足以上条件同时不满足电梯下行条件时,电梯上行,绘制梯形图如下:
第 18 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
图3-4 电梯轿箱上行
第 19 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
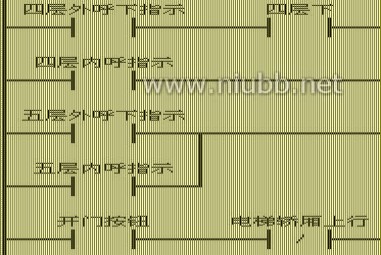
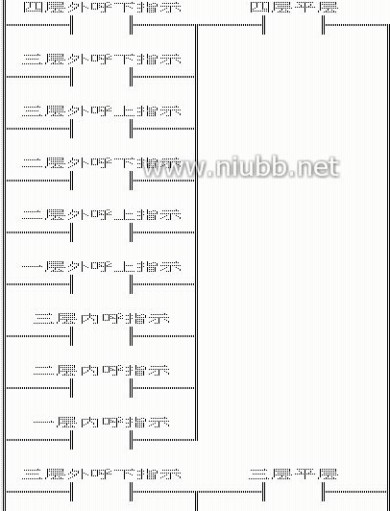
同样,当满足以下条件,且不满足电梯上行条件时,电梯下行:
1)电梯在四层,且有四层外呼下指示,三层外呼上指示,三层外呼下指示,二层外呼上指示,二层外呼下指示,一层外呼上指示,三层内呼指示,二层内呼指示,一层内呼指示。
2)电梯在三层,且有三层外呼下指示,二层外呼上指示,二层外呼下指示,一层外呼上指示,二层内呼指示,一层内呼指示。
3)电梯在二层,且有二层外呼下指示,一层外呼上指示,一层内呼指示。
4)电梯在五层时,无论什么情况均满足下行条件,同理,电梯在一层时,无论如何均不会下行。
绘制梯形图如下所示:
第 20 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
图3-5 电梯轿箱下行
3.3轿厢内呼和楼层外呼指示程序
轿厢内呼较为简单,当按下内呼按钮,内呼指示即置位,达到指定楼层后,电梯门打开,内呼指示取消置位。以第一层为例,梯形图如下所示:
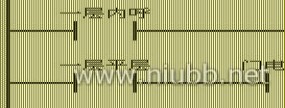
图3-6 一层内呼指示置位与复位
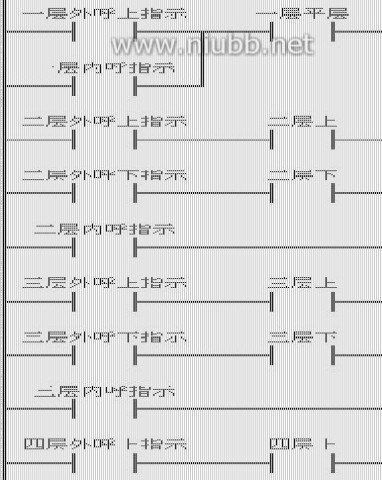
楼层外呼指示程序则比较复杂,按下外呼按钮,则对应的外呼指示置位,在取消置位时,一层和五层因为只有一种运动方向,因此直接平层后门电机打开就能取消置位。以一层为例,作梯形图如下所示:
第 21 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
图3-7 一层外呼上指示置位与复位
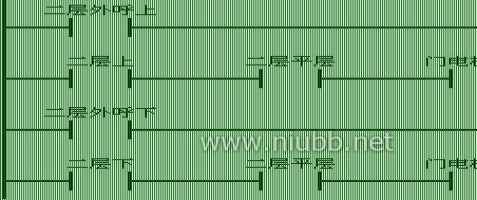
而二、三、四层则不同,因为这三层均有两种运动方向,只有电梯运动方向与外呼运动方向相同时,才能取消置位。以二层外呼为例,梯形图如下所示:
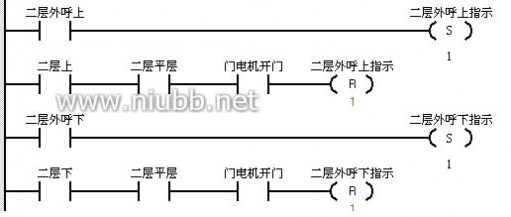
图3-8 二层外呼指示置位与复位
其中“二层上”、“二层下”条件的梯形图如下所示:
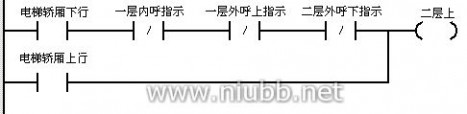

图3-9 二层上行、下行条件
第 22 页 共 35 页

辽宁省交通高等专科学校机电系毕业论文
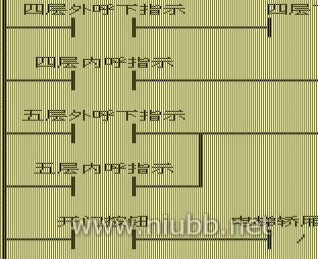
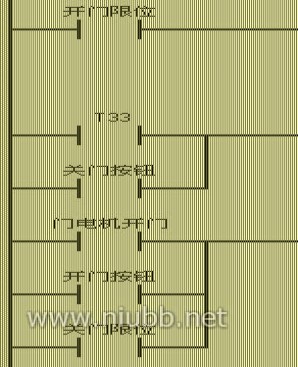
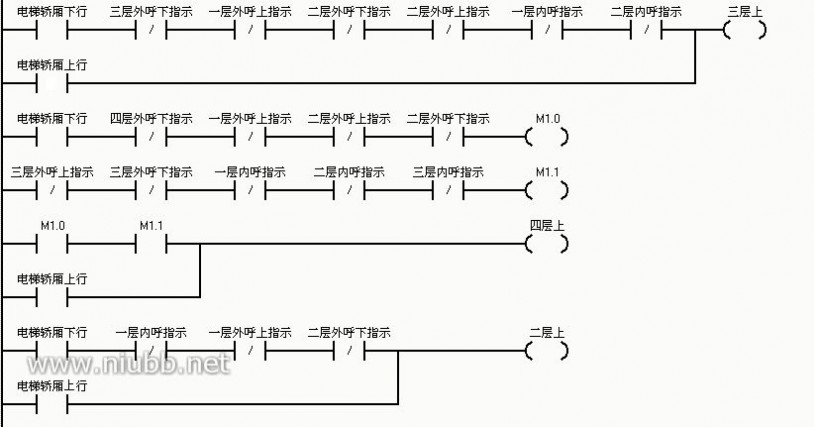
4 PLC电梯控制梯形图
(1)门电机开门及其复位

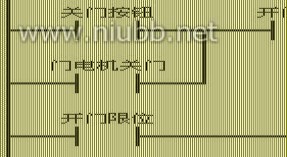
第 23 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
门电机关门及其复位
(2)电梯轿厢下行条件

第 24 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
(3)电梯轿厢上行条件

第 25 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
(4)内呼指示置位与复位:
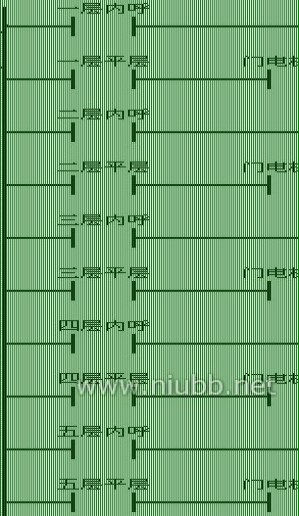
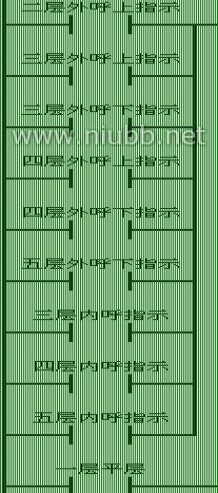
(5)外呼指示置位与复位:
第 26 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
第 27 页 共 35 页

辽宁省交通高等专科学校机电系毕业论文
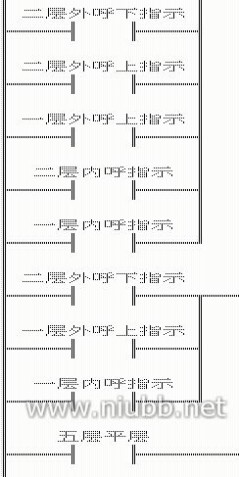
(6)上行指示条件:
(7)下行指示条件:

第 28 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
结束语
长达数月的毕业设计终于结束了,回想整个做毕业设计的经历,是一个不断发现问题、解决问题,努力汲取新知识来丰富自己的过程,让我觉得分外充实。此次毕业设计不仅让我对PLC和组态软件有的更深一步的了解,同时也增加了自己的动手实践能力,为以后的工作打下了基础。可以说毕业设计不仅是对前面所学知识的一种检验,而且也是对自己能力的一种提高。
首先,我要感谢培育了我思念的学校,是她让我在大学生活中不仅学到了学业上的知识,也学到了为人处事的道理,让我的学识和思想都更加成熟,为以后的学习、工作、生活奠定了基础。
本次毕业设计是在我的指导老师孙英伟的悉心指导下完成的。从论文的选题到论文的完成,无不倾注着老师辛勤的汗水和心血。孙老师的严谨治学态度、渊博的知识、无私的奉献精神使我受益匪浅。在此,我要向我的指导老师致以最衷心的感谢,感谢老师的选题能让我在这次毕业设计中可以学以致用,接触到实际应用中的知识。同时,我在这里还要感谢我们组的成员李佳、冯昀,他们也在毕业设计方面给予了我很多帮助和关心。
最后,向所有关心和帮助过我的领导、老师、同学和朋友表示由衷的谢意!
第 29 页 共 35 页
辽宁省交通高等专科学校机电系毕业论文
【参考文献】
【1】王永华,《现代电器控制及PLC应用技术》,2008,第二版,北京航天航空大
学出版社。
【2】西门子S7-200可编程控制器操作手册。
【3】余雷声等,《电气控制与PLC应用》,2001,机械工业出版社。
【4】高钟毓,《机电控制工程》,2002,第二版,清华大学出版社,。
【5】齐占庆等,《电气控制技术》,2002,机械工业出版社。
【6】程子华,《PLC原理与编程实例分析》,2007,第一版,国防工业出版社。
【7】何波等,《电气控制与PLC应用》,2008,第一版,中国电力出版社。
【8】张浩风,《PLC梯形图设计方法与应用实例》,2008,第一版,机械工业出版
社。
第 30 页 共 35 页
本文标题:西门子plc应用实例-子网划分以及应用实例61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1