一 : 家用食品粉碎机的毕业设计说明书新
学校代码:10410
序 号:055018

本 科 毕 业 设 计
题目: 家用食品粉碎机的设计
学 院: 工 学 院
姓 名: 吕 芳
学 号: 20055018
专 业: 机械设计制造及其自动化
年 级: 05 级
指导教师: 赵 进 辉
二OO九 年 五 月
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
摘 要
目前,国内消费市场中“家用食品粉碎机”频频上市,散发出诱人的魅力,展示着亮丽的市场前景。[www.61k.com)业内人士认为,“家用食品粉碎机”市场消费面宽,功能新颖独特,它将成为家庭生活的“好伴侣”。本文主要论述了“家用食品粉碎机”的机械结构、外观及控制电路设计。
在这次设计过程中,首先收集了大量的资料,然后对粉碎机的外观特征进行了构思。家用食品粉碎机主要由机座、刀具、料杯几部分组成。刀具由机座内的电机直接带动,既节省了空间,又提高了效率。料杯杯体与机座容易拆卸便于存放,刀具可以方便的交替使用,既避免了卫生死角,又能方便快捷的清洗。在控制电路的设计方面采用了安全触碰压紧开关,使其更具人性化,对人体更多一层保护。在材料的选择上,大量采用了PC及PVC复合材料,使粉碎机的强度有所提高,并使其重量大大减轻。家用食品粉碎机可以调制果汁、奶昔、豆浆,研磨粉碎食物,绞肉等,功能强大,用途广泛!
关键词:家用食品粉碎机;机械结构;外观;控制电路
i
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
ABSTRACT
Now, the domestic consumes the market inside" the household-use food smashes appliance" appear on market again and again, Send forth an attractive magic power, display the bright market foreground. The industry insider thinks," the household-use food smashes appliance " the market consumes the breadth, the function is novel and special, it will become the " good companion" of the home life. This text discussed primarily" the household-use food smashes appliance " of machine construction, external appearance and control electric circuit design.
In this design process, first I collected the massive materials, then carried on the idea of the outward appearance characteristic of the grinder. The homehold-use food smashes appliance is mainly composed by the base, the cutting tool,and the material cup . The cutting tool is impetused by the moter in the base directly, both saved the space, and enhanced the efficiency. The material cup and the base can be easily disassembled for depositing conve- niencely, the cutting tools may be used in turn, both has avoided the hygienic dead angle, and can be cleaned quickly.Increased in the control circuit design aspect has moved safely contracts the switch, caused it to have the user friendly, were more to the human body and the electric motor a protection. In the materials, I used PC and the PVC compound materials massively, enable the grinder the intensity to have the enhancement, and to reduce its weight greatly. The homehold-use food smashes appliance may modulate the fruit juice, the milk shake, the soybean milk, attrition smashing food, twists the meat, the function is formidable, versatility!
Key words: Household-use food smashes appliance;Machine construction;External appearance;Control electric circuit
ii
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
目 录
1 绪 论 ................................................................. 1
1.1 引言 .............................................................. 1
1.2 目的及意义 ........................................................ 1
2 总体及外观设计 ......................................................... 2
2.1 设计思想 .......................................................... 2
2.2 粉碎机的总体设计 .................................................. 2
2.3 粉碎机的外观设计 .................................................. 2
3 零件及机械结构设计 ..................................................... 4
3.1 电动机的选择 ...................................................... 4
3.2 机座的设计 ........................................................ 4
3.3 料杯的设计 ........................................................ 6
3.4 机罩的设计 ........................................................ 7
3.5 刀具盖的设计 ...................................................... 8
3.6 料杯盖的设计 ...................................................... 9
3.7 滤网及隔离罩的设计 ............................................... 10
3.8 电动机伸出端联接轴设计 ........................................... 11
3.9 刀具联接轴的设计 ................................................. 11
3.10刀具的设计 ....................................................... 14
3.11螺母的设计 ....................................................... 16
3.12密封圈的选择 ..................................................... 16
4 控制电路的设计及其电气元件的选择 ..................................... 17
4.1 控制电路的设计 ................................................... 17
4.2电气元件的选择 .................................................... 18
4.2.1电源引入开关SP ............................................. 18
4.2.2过热保护开关ST ............................................. 19
4.2.3滤波电容 .................................................... 19
5 结 论 ............................................................... 20
参考文献 ................................................................ 21
致 谢 .................................................................. 22
iii
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家用食品粉碎机
1 绪 论
1.1 引言
随着现代人生活水平的不断提高,家用电器不断涌入家庭,在90年代末,空调、家庭影院等大家电一度主导家电市场,成为当时的时尚!而那时,大家电的市场占有率小,国内仅有几家著名的生产企业,生产出来的产品供不应求,利润空间也相当大!
随着我国加入WTO后进口关税的下调,国外著名的家电生产商不断进军我国家电市场,对国内的家电生产商造成了巨大的竞争压力。(www.61k.com)现在随着新技术和新材料的开发和应用,大家电的产品利润不断被压缩,导致许多大家电生产商把目光投入小家电市场。比如,美的由小家电起家,做起大家电,而后又着手小家电;海尔称“从大到小全包”,海尔电熨斗、燃气灶市场上随处可见;荣事达热水器、微波炉已有了一定名气;长虹也做起了小家电。
统计表明,目前国内大家电的利润约在5 %左右甚至更低,而小家电则一直高达两位数,这对大家电企业而言,无疑具有巨大诱惑力。
1.2 目的及意义
家用食品粉碎机是利用电机为动力,配置一定的刀具或者加工装置,替代人工对食品进行加工处理的小型家用电器。
近年来,由于家用电器工业的发展比较迅速,推动了机电行业的迅速发展,通过机械与电气的结合,让各自的功能相互结合,基本满足了人们对家庭生活的要求。在家用粉碎机各部分的材料选用方面,杯体更广泛的采用进口食品级PC材料制成,对人体绝无损害,耐磨抗摔不易破损,在制作完成后,可以将其放入微波炉内加热。刀具采用高强度高耐磨的刀片,坚硬的干果、豆类等食物都可以快速的研磨粉碎!可调制果汁、奶昔、豆浆,研磨粉碎食物。另外绞肉使用专用的刀具,可以轻松的加工各种肉类。
为了满足现代人快节奏的生活方式,多功能的家用食品粉碎机将有更加广阔的发展空间,我国有13亿人口,因此就有上亿的消费家庭,现代人工作繁忙,按传统方式来制作食物的可行性越来越小,家用食品粉碎机将多功能溶为一体,用途更加广泛。同时设计这款多功能家用食品粉碎机是为了提高我国小家电在国际市场上的竞争力。
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
2 总体及外观设计
2.1 设计思想
家用食品粉碎机是一个由众多零部件组成的系统,选择合理的设计指导思想不仅可以使问题简化、条理分明、重点突出,还可以缩短产品开发的周期,提高产品或系统的可靠性,进而获得良好的秩序、质量和效益。[www.61k.com)在现代设计方法中,模块化设计作为一种新的工作方法和思维方法,用它来分析复杂事物,解决大型问题,以及在对事物的构成模式分析、结构优化和系统的分解、重组、协调等方面,有其独特的效能。
模块化设计是在对产品进行市场预测、功能分析的基础上,划分并设计出一系列通用的功能模块,根据用户的要求,对这些模块进行选择和组合,就可以构成不同功能或功能相同但性能不同、规格不同的产品。这种设计方法称为模块化设计。
2.2 粉碎机的总体设计
家用食品粉碎机主要是由机座、电动机、各种待加工食品料杯、刀具、料杯盖等组成。设计出来的家用食品粉碎机既要满足人们的物质需求,又要满足人们的精神需求,同时我们还考虑到产品的经济使用周期,在维修过程中如何便于拆卸和安装,及其在使用过程中有很好的舒适感[1]。
在设计过程中,我们将“人——机——环境”溶为一体[2],既能实现社会价值又能合理地保护自然价值,促进人与自然的共同繁荣。在产品达到特定的最大功能时,其消耗的能源越少越好。设计家用食品粉碎机必须考虑到料杯的容积,以及在使用过程中入料和出料时开启是否方便。
在材料的选择上,与食物直接接触的零件选择进口食品级PC材料;机座采用PVC复合材料;刀具联接轴采用金属材料;刀具则采用W18Cr4V。在颜色的选用上,规则一是根据人机工程学,选择视觉较容易接受的颜色;规则二是尽量采用与自然相近的颜色。
由于设计要求总体的长宽高都不超过350mm,经综合考虑,取机座高140mm,料杯高根据容积计算。
根据市场调查,家用食品粉碎机的杯体厚度在1.8-2.3 mm之间,在设计时取整数,选用2 mm作为设计基准[3]。
2.3 粉碎机的外观设计
为适合现代时尚家庭的需求,在设计时打破以往传统大方型机座的原则,将机座设 计成小巧、流线型、圆柱状。为了能使机座的颜色和周围的环境相协调,考虑到颜色与 2
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
人眼辨色能力的关系,即人从远处辨识前方的多种不同颜色时,其易辨认的顺序是红、绿、黄、白[2]。[www.61k.com)在设计时参考了大量的产品颜色设计,最终将机座的颜色设计成深草绿色。因为这种颜色对人体的视觉没有过大的刺激,不易对眼睛产生视觉过早疲劳,可有效地避免事故的发生,又能使人有一种亲近自然的感觉。在机座的材料选择上采用PVC复合材料,因为这种材料具有一定的韧性和较高的强度,使机座有一定的抗压和抗摔的能力。
考虑到在粉碎不同的食品时要采用不同的料杯,为实现不同的功能需要,在设计时选取了三种不同类型和大小的料杯。三个料杯的颜色均采用透明的红色,透明是为了便于操作者在使用过程中观察杯内食品是否已经完全粉碎,同时根据人机工程学中对人体视觉的分析,红色是眼睛最容易接受的颜色。三个料杯和刀具盖均选用食品级PC材料制成,因为这种材料对人体绝无损害,而且耐磨抗摔、不易破碎,还可以放入微波炉内加热[3]。
3
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
3 零件及机械结构设计
3.1 电动机的选择
由于家用食品粉碎机的主要动力来自于电动机,电动机的运转带动粉碎机的刀片高
速旋转达到粉碎食品的目的。(www.61k.com]而家用食品粉碎机要求其体积小,噪声小,运转平稳,且转速高。此外,根据电动机的运动特性,一般异步电动机的起动电流大而起动转矩不够大。我们希望的是起动电流不大而起动转矩尽量大一些,单相串激式电动机就具有这个可贵的特点[4]。
家用食品粉碎机工作转速一般为3 000-13 000 r/min。由于家用粉碎机结构简单,
在动力传动上不需要皮带或齿轮,因此选用立式安装的电动机,使电动机直接传动,这样可以减少电动机的输出功率在传动过程中的损耗,同时还可以减小粉碎机机座所占面积和降低制造成本。
由于粉碎机一般都在家庭中使用,其工作环境中灰尘、水气、油污等杂物比较少,
宜采用开启式电动机,因为开启式电动机外表有很大的通风口,散热条件比较好、用料省而且造价较低。在电压选择方面,考虑到我国家庭用电的实际电压均为220V,因此选择额定电压为220V的电动机。
计算粉碎机所需功率:
选择电动机的最低转速300转/分,选择旋转半径18mm,即转速约为0.565m/s;
根据市面上粉碎机的最大负载范围,估计所设计粉碎机的最大负载约为400N;
根据公式得
(3.1)
P?Fv400?0.565??0.226KW 1000?1000?1
从以上各面因素考虑,宜采用G系列单相串激电动机(G45312),其技术参数如 下[5]:
主要性能:
功率:250 W
电压:220 V
转速:12 000 r/min
电流:1.8 A
3.2 机座的设计
作用:机座是家用食品粉碎机的主体部分,其主要作用有三个,一是将电动机固定,
带动刀片旋转;二是将所需的电气元件和线路装置在其体内,达到美观而不凌乱的效果; 4
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
三是将料杯平放置在机座上,便于粉碎机平稳地工作。[www.61k.com]
材料:由于粉碎机在家庭使用中会经常移动,难免会在移动过程中与其它物体产生碰撞,在选择机座材料方面,钢铁制成的机座在发生碰撞后会产生凹陷,使用时间过长后,机座容易产生变形,甚至使其体内的电动机旋转轴与机座的中心轴不重合,在粉碎食品过程中产生严重的事故,又由于钢铁的导热性能较好,电动机在高速旋转过程中会产生大量的热量,人体一旦触碰,将会被高温灼伤;而一般的塑料制成机座,由于电动机散发出来的高温会使其产生变形,在碰撞后还会产生裂纹。然而在现代工业生产中,厂家为了能更多的节约成本,又能让生产出来的产品抗高温、高压,有一定韧性,采用PVC复合材料,这种复合材料能抗较高的压力,在工作中又能够很好地吸收震动,因此我们在机座的材料选择上采用PVC复合材料[6]。
设计时,在机座外部设计了六个条纹状的孔,这是为了能够让电动机散热的速度更快,其方向斜向下,是为了减少灰尘进入机座。
在机座体内有一环状凸缘,这是根据电动机的安装尺寸所设计,凸缘上的四个凸台孔是为了增加内螺纹的长度并与电动机的四个安装孔相配合,通过螺栓将电动机固定。
在机座的顶部设计三个缺口,用来安装安全开关联接器,只有在安全开关被压下后,整个电路才会通电,既能保证电动机在没有工作时不产生空载运转,又能保护人体不被刀片伤害。
由于电动机从上往下安装,在接线和安装电气元件时不方便,所以在机座的最底部设计一个较大的通孔,便于接线和安装所有的电气元件。底部这个通孔在电气元件安装结束后由一个扣板来进行密封。在扣板上设计了一个小孔,这是为了在安装和拆卸过程中便于操作,这个小孔的尺寸与人手食指的尺寸相符合。
机座的结构图如图3.1所示。
图3.1 机座结构示意图
5
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
3.3 料杯的设计
考虑到在粉碎不同的食品时要采用不同的料杯,为实现不同的功能需要,我们在设计时选取了三种不同类型和大小的料杯。[www.61k.com)
一号料杯为豆浆杯,主要是与其它附件相配合来制作豆浆和榨果汁;
二号料杯主要用来绞肉,同时可以作为饮用杯,在配合不同的刀片还可以制作其它的食物。
三号料杯的容积最小,主要用来制作奶昔、刨冰和干粉,同时也可以作为饮用杯。 由于一号料杯主要是用来制作豆浆和榨果汁,考虑到它的容量至少要满足一个普通三口家庭的需要,我们将这个料杯设计得比较大,它的高度有150 mm,上口直径有 125mm,底径有100 mm,它的最大容量可达到1.5 L;二号料杯的容积约为800 mL;三号料杯的容积约为500 mL。这三个料杯都有同样的丝口,这些丝口是与刀具盖配合,使杯体与刀具、刀具盖形成一个整体再装配到机座上成为一个工作系统。
材料:这三个料杯均选用食品级PC材料制成,因为这种材料对人体绝无损害,而且耐磨抗摔、不易破碎,还可以放入微波炉内加热。一号料杯设计成两头空是为了便于清洗,能够完全地清除食物残渣,避免了卫生死角,同时可以方便地拆装附件,更换不同的刀具来达到不同的粉碎效果。
一号料杯的结构如图3.2所示;二号料杯的结构如图3.3所示;三号料杯的结构如图3.4所示。
图3.2 一号料杯结构示意图
6
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
图3.3 二号料杯结构示意图

图3.4 三号料杯结构示意图
3.4 机罩的设计
机罩的作用是将机座内的电动机及其它电气元件与机座上部空间隔离,达到美观的效果,在机罩中心孔(即电动机伸出轴通过的孔)加上橡胶密封圈还可以达到一定的防水效果。(www.61k.com]在固定机罩方面,通过机座固定电动机的四个凸台螺纹孔可以将机罩同时固定在一起,这样既美观大方又能合理地节约材料,降低制造成本。
材料:选择与机座同样的PVC复合材料。
7
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
机罩的结构如图3.5所示。(www.61k.com)
图3.5 机罩结构示意图
3.5 刀具盖的设计
刀具盖的作用是把料杯和机座联接起来形成一个粉碎机的整体,在这里设计的刀具盖、刀片联轴器和密封圈配合在一起,可以与不同的刀片,料杯组合,便于达到不同的粉碎效果。这里使用密封圈是为了避免料杯内的液体出现渗漏情况[7]。
刀具盖的下半部分,设计成中空状,是为了安装刀片联轴器,使刀片联轴器不伸出刀具盖,这样可以在粉碎任务完成后把料杯从机座取出平稳地放置在桌面上。
在刀具盖的外壁设计了三个凸块,即安全开关触碰压紧装置,它的作用就是将机座上的安全开关压下,并将安全开关锁定,同时还能将料杯锁定在机座上,保证料杯在工作中不从机座上脱落。
材料:由于刀具盖相当于料杯的底部,与粉碎的食品直接接触,所以必须要无毒副作用,与料杯相同,也采用食品级的PC材料制成。
颜色:采用蓝色作为其颜色。
刀具盖的结构如图3.6所示。
8
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
图3.6 刀具盖结构示意图
3.6 料杯盖的设计
这里讲到的料杯盖是专门为一号料杯(豆浆杯)所设计的,它的作用是不让料杯内的液体飞溅出来,起到一定的保护作用。[www.61k.com]在杯盖的设计上,它的下部倾斜角度与料杯杯壁相同,由最外边的凸缘扣在料杯杯口,避免杯盖在人手的压力下被完全压入杯体内,造成不必要的损坏;在杯盖的中心设计了一个通孔,能起到方便进料的作用,可以完全 避免待加工食品在进料过程中落到滤网外(见图3.7)。在杯盖的通孔位置设计一个加料冒,其作用就是防止杯内液体或食品在高速旋转下从中间的通孔飞溅出来。
材料:由于这两个杯盖也是与食品直接接触,所以在选择材料时同样是选择食品级 的PC材料。
颜色:为了达到美观的效果,其颜色与刀具盖的颜色相同,形成相互辉映的效果。
图3.7 料杯盖结构示意图
9

家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
3.7 滤网及隔离罩的设计
由于在榨果汁和制作豆浆的过程中,需要有效地把残渣和果汁或豆浆分离开来,因此专门为一号料杯设计了滤网和泡沫隔离罩。[www.61k.com)
滤网镶嵌在滤网罩中,滤网罩是放料杯内的最下部,与料杯内的凸台相结合,而泡沫隔离器放在滤网罩的上面,滤网罩和泡沫隔离器配合后的高度正好等于杯体内的高度,然后与料杯盖中心的通孔相配合,就形成了一个整体隔离装置。
作用:滤网的作用是将固体残渣和液体分离开,而泡沫隔离器顾名思义是为了减少泡沫,因为刀片在高速旋转中会使液体产生泡沫,为了尽量减少泡沫进入要饮用的液体中,有效地避免了煮豆浆时泡沫扑锅,因此设计了这样一个泡沫隔离器。
材料:由于滤网、滤网罩和泡沫隔离器与待饮用的食物直接接触,所以选用食品级的PC材料;而滤网则采用一次性激光点孔技术生产出来的整块不锈钢钢板,它的孔径仅为0.25毫米,这样可以使其出浆更细滑,使用时更加安全[3]。
滤网罩机构如图3.8所示。
泡沫隔离器结构如图3.9所示。
图3.8 滤网罩结构示意图
图3.9 泡沫隔离器结构示意图
10
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
3.8 电动机伸出端联接轴设计
由于电动机的伸出轴直径太小,不能直接对刀片进行传动,为了解决这个问题,专门为电动机伸出端设计了一个联接轴。(www.61k.com]这个联接轴采用正方形设计,因为它还要带动刀具联接轴转动,它的内接圆直径达到了11 mm,最大外接圆直径也达到了16 mm,有6.9 mm厚。
作用:加大了电动机伸出轴的直径,即增大了转矩,减小了电动机所受的负荷。在联接轴的一端中心,设计了一个孔并设计了一个缺口,其作用是为了与电动机伸出轴配合,在配合时将其缺口面和电动机伸出轴的缺口面对齐。
材料:其材料选用45钢调质。
电动机伸出端联接轴结构如图3.10所示。
图3.10 电动机伸出端联接轴
3.9 刀具联接轴的设计
刀具联接轴是为了将刀具、刀具盖和机座电动机连接在一起,这个联接轴是通过密封圈将其固定在刀具盖上,用户可以根据自己的需要更换刀片来达到不同的粉碎效果。为了能够和电动机伸出端联接轴形成很好的配合,在其下部设计了一个与电动机伸出端联接器大小相同的方孔。其上部设计了较细的螺纹,与压紧刀片的螺母相配合,同时,在螺纹联接处还设计了一个缺口,这是为了与电动机伸出端联接轴的缺口相配合。在设计时考虑到安装后其大头端的高度不能超过刀具盖底部的深度,所以在设计这个联接器时,它安装在刀具盖里的尺寸仅为12 mm。
1、选择轴的材料
11
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
选择轴的材料为45钢调质,因为这种钢具有良好的综合力学性能。[www.61k.com)
2、初定刀具联接轴的最小直径 dmin?CP0.25(3-2) ?112??3.08mm n12000
C——为取决于轴材料的许用扭转切应力的??T?的系数,其值可查表; P——轴所传递的功率,KW;
n——轴的转速,r/min.
刀具联接轴的最小直径是安装刀具盖处轴的直径dⅢ?Ⅳ(见图3.11),为了使所选
的轴直径dⅢ?Ⅳ与刀具盖的孔径相适应,故取最小轴径为5mm。
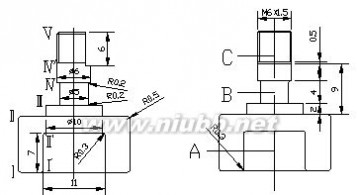
图3.11 刀具联接轴
3、轴的结构设计
(1)根据轴向定位的要求确定轴的各段直径和长度
1)为了满足与刀具盖的配合,取Ⅲ?Ⅳ段轴的长度与刀具盖的厚度相同即lⅢ?Ⅳ?4mm。
2)因刀具盖孔径为?8mm,为了装拆方便,取dⅣ?Ⅴ??6mm,dⅢ?Ⅳ比dⅣ?Ⅴ小是
为了加密封圈。为了与刀具有效的配合而不发生相对转动,故将Ⅳ-Ⅴ段的轴切掉一部分,切口形状和大小与电动机输出轴相同,又因该段轴要用螺母使之与刀具紧密配合,故要做出M6的螺纹,综合所有,选取lⅣ?Ⅴ?9mm,lⅣ?Ⅳ/?3mm(刀具与刀具盖间的间
隙)。
3)Ⅰ-Ⅱ端与电动机伸出端联接轴相配合,故取l?7mm,lⅠ?Ⅱ?10mm,/Ⅰ?Ⅱ/
12
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
dⅠ?Ⅱ?20mm。(www.61k.com]
4)Ⅱ-Ⅲ段轴要保证刀具联接轴不因高速旋转而飞出,故取dⅡ?Ⅲ大于刀具盖孔径,
所以取d
Ⅱ?Ⅲ?10mm,lⅡ?Ⅲ?2mm。
(2)确定轴上圆角和倒角尺寸
参考《机械设计手册》?7?取得各轴肩处的圆角半径如3.11图所示。
4、根据轴所受的外力偶矩画扭矩图
(1)计算轴的外力偶矩
轴所受外力偶如图3.12(a)所示,

图3.12 (a)轴所受外力偶 (b)扭矩图
已知 P?0.25KW,l
AAC?7mm,lCB?18mm,由式M?9550?103P(N?mm)得到n
外力偶矩是 3P0.25?199N?mm M?M?9550?9550?10?n12000AB
(2)用截面法计算扭矩
在AC段任意截面1-1处截开取左段为研究对象。
通过平衡方程?M?0,T?M?0,求得该段扭矩T?199N?mm;
x1A1
用右手螺旋法则判定该段的扭矩为负号;同理CB段任意截面2-2处截开取右段为研究对象。
通过平衡方程?M?0,T?M?0,求得该段扭矩T?199N?mm。用右手螺旋
x2B2
法则判定该段的扭矩为负号。
(3)画扭矩图
沿轴线方向为横坐标,表示横截面的位置,纵坐标表示扭矩,得到图3.12(b)。 13
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
5、按扭转强度条件校核轴的强度
扭转强度条件为 ??
TT? (3-3)??? ??W?T?
T
AC段空心轴, T
?
TAC?1W
TAC?1990.2?20?(1?)203
??(30~40)MPa 安全 ? ?0.57MPa<???T??
CB段实心轴, T
?
TCB?2W
TCB???? 安全 ?4.6MPa?3??T??0.2?6199
?T ——轴的扭转切应力,MPa;
T ——AC段轴所受的扭矩,N?mm;
1
WT ——轴的抗扭截面模量,mm;对于空心圆轴,W?0.2D(1??),??
T3
T334d,D其中D、d分别为圆轴的外径和内径;对于实心圆轴,W?0.2d,d为圆轴的直径。(www.61k.com]
n ——轴的转速,r/min;
P ——轴所传递的功率,KW;
??T? ——轴的许用扭转切应力,MPa,可查表。
3.10刀具的设计
为满足用户的不同粉碎要求,在设计时不仅设计了不同的料杯,还设计了配合各料杯的三把不同功用的刀具[8]。
十字刀具可以用来粉碎黄豆制作豆浆,同时还可以榨果汁,可以使黄豆和果肉被完全粉碎,其营养成分利用更加充分;
月牙刀具用来切割肉类制品,设计成月牙形是为了在使刀口尺寸更长,在粉碎时更省时省力;
一字刀具的作用是制作奶昔、刨冰和干粉。
材料:在这三把刀具的材料选择上,选用了W18Cr4V制成的刀片。这种刀片具有高 14
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
耐磨、耐腐蚀性,不生锈。[www.61k.com)用这种材料制成的刀片无论是坚硬的干果、豆类等食物都可以快速研磨粉碎。
刀具的几何参数对所粉碎产品的颗粒度以及产品质量有着很大的影响,现对粉碎十字刀片的各主要几何参数进行设计。
查资料得公式:
v?
p ?? (r???R) (3-4)30000?n
式中:v——刀片刃部任一点的线速度m/s;
p
n——刀片的旋转速度rpm;
?-刀片刃部任一点至旋转中心的距离mm;
r-刀刃起始点半径mm ;
R—刀刃终止点半径mm;
1) 刀刃的起讫位置
粉碎豆类时,十字刀具作旋转运动。粉碎的线速度一般在10—45m/min之间最为理想,因此由这些数据可估算出刀刃的起讫位置,即刃的起点半径?和终点半径R。
根据式(3-4)得: ??30000?? (3-5) ?np
我们已知十字刀片得转速n=12000r/min
当?min时,??r , vr=10m/min r?30000?10?7.96mm 12000?
当?max时,??R, vR=45m/min R?
圆整后取:r=8mm ,R=36mm。
2) 刀刃的前角?0
在刀片旋转速度一定的情况下,前角大,粉碎食品所需的力和所产生的热都小;反之,则大。但前角很大时,则因刀具散热体积小而使切割时所产生的温度不能很快冷却。因此,在一定的条件下,前角有一合理的数值范围:
一般取:?0?25??40?(质软取大值,反之取小值)。
3)刀刃的后角?0
15 30000?45?35.8mm 12000?
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
刀刃后角的目的:在前角不变的情况下,增大后角能使刀刃锋利。(www.61k.com)
在同样的磨钝标准VB下,后角大的刀片由新用到钝所磨去的金属体积较大。这说明增大后角可提高刀片的耐用度,但过大后角使切削刃强度降低、散热条件差、刀面磨损大,因而刀具寿命低。
一般取:?0?3??5?(质软取大值,反之取小值)。
4) 刀刃的初始刃倾角?s
初始刃倾角按下式计算: ?s?arctg[r2?b2/(R?b)] (3-6) 式中: r-刀刃起始点半径(mm);
R-刀刃终止点半径(mm);
b-叶刀片外端宽度(mm);
?s-初始刃倾角;
??22? ??arctg?8?636?6???10
s??
5)最后取得:
十字刀:前角??40,后角??3,刃倾角??10;
?0?s???? 碎肉刀:前角??40,后角??5,刃倾角??10;
?0?s? 一字刀:前角??30,后角??4,刃倾角??10。
00s
3.11螺母的设计
在这里设计螺母其作用是为了压紧刀片,其内螺纹与刀具联接器上的螺纹相配合,用户在更换刀片时,只需把螺母拧下来,在放好刀片后再将螺母拧紧就行了。
材料:其材料选用食品级的PC材料,因为要保证人体安全必须采用无毒副作用的材料。
颜色:采用了与机座相同的草绿色,让人一见就能感觉到这是一个不可分割的整体的粉碎系统。
3.12密封圈的选择
在设计机罩和刀具盖时选择采用密封圈来进行密封,由于在密封时,轴要在密封圈中转动,所以选择了动密封类型的密封圈
[8]。选用的是O型橡胶密封圈。 16
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
4 控制电路的设计及其电气元件的选择
4.1 控制电路的设计
第一,由于串激式电动机是家用食品粉碎机最主要的动力传动设备,因此首先考虑对电动机的保护。[www.61k.com)因为串激式电动机的转速很高,长时间运行会产生很大的热量,如果发热的热量不进行控制就将会导致电动机绕组温度急剧上升,使电动机过热而被烧毁,为了保护电动机,可以在电动机上串一个ST过热保护开关,当电动机绕组温升超过115?C时,ST触点断开,切断回路电源,待温度逐渐下降到40?C时,ST触点闭合,接通回路电源,电动机恢复正常转动[9](见图4.1)。
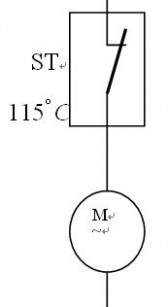
图4.1 过热保护电路示意图
第二,由于食品粉碎机的刀具在高速旋转下是非常锋利的,人体一旦接触,后果将不堪设想,因此处于对食品粉碎机操作者的安全考虑,可在电路中设置安全紧锁开关SP,它受料杯和料杯盖的控制,只有将料杯、料杯盖放好,才能压下安全开关,使电路接通,否则电动机不能转动,从而可以起到安全保护作用。
第三,由于电动机在运行时,会产生高频电能,高频电能有可能进入无线电接收机,干扰接收质量,有时甚至使收讯成为不可能。单相串激式电动机的换向情况比较恶劣,火花问题比其它电机严重,因此单相串激式电动机是产生无线电干扰最严重的电动机。 常用抑制无线电干扰的措施是采用电容滤波器。
将0.1~1uF的电容器接在电动机接线端与电动机机壳之间。如果电枢绕组的一端已接在机壳上,则干扰只能从一个端头向外传播(如图4.2)。 ?9?
17
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
总体控制电路图[10]如图4.3所示。[www.61k.com)
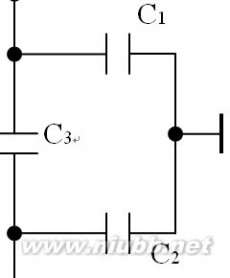
图4.2 电容滤波器电路示意图
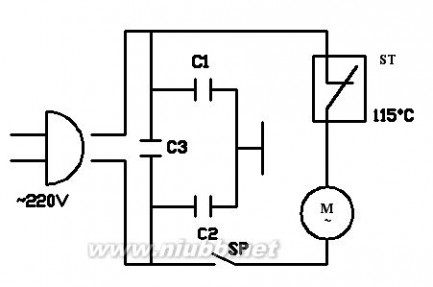
图4.3 总体控制电路示意图
4.2电气元件的选择
4.2.1电源引入开关SP
电源引入开关SP即是前面提到的安全开关,可以按照电动机额定电流来选择。实际上这个电源引入开关就相当于一个电源开关,控制电源的通断,在这里就还能起到安全保护的作用。此设计所需要的电源开关是不带自锁功能,即轻触开关。其特点为体积小,而且可以薄形化;工作行程小,即移动距离小,一般银接触面机械触点开关的行程均在0.3 mm左右;开关接触可靠,接触电阻一般很小,初期值均在0.01?以下;开关按力都比较轻,一般均在0.6~1.2N范围内;工作寿命长,一般均在100万次以上。其结构如图4.4[11]所示。
18
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
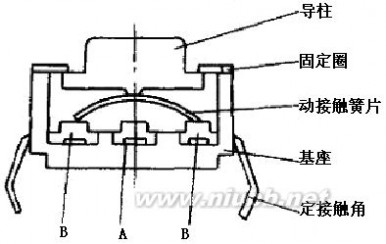
图4.4 电源引入开关示意图
按动导柱,则动接触簧片中间部分变形下移,当位移距离大于或等于a时,则定接触脚A与B接通,开关工作,释放外加压力,则动接触簧片又复原到原来位置,开关断开。[www.61k.com]这里,位移距离a的大小取决于:动接触簧片接触部分的高度及材料本身的厚度。另外也取决于固定接触脚A与B的相对高度。A的大小也就决定了工作行程。
4.2.2过热保护开关ST
过热保护开关实质是碟形过热保护器,它将碟形双金属片、电热丝和常闭触点安装在壳体内。
碟形过热保护器与电动机串联连接,当电动机过载电流急增时,电热丝发热升温,碟形双金属片受热弯曲翘起,断开触点,切断电动机电源,起到保护作用。当电动机因其它原因导致温升过高时碟形双金属片同样会翘起而切断电路电源。待降温之后,碟形双金属片复位,触点闭合,接通电路。
碟形过热保护器出厂时,它的动作状态已经调校好,这里选用触点断开温度约为150?C;复位温度约为40?C的过热保护器[11]。
4.2.3滤波电容
这里设计了三个电容,这三个电容组成一个电容滤波器,在选择时选用了大小均相 同的电容,其型号为CJ3-220V-0.1
[12]。
19
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
5 结 论
本文针对国内家用食品粉碎机市场大,在收集了大量文献资料的基础上,结合国内外家用食品粉碎机的现状提出了具体的研究方案,综合开展了家用食品粉碎机的总体方案研究和结构设计,使其更具人性化。[www.61k.com)
对于所设计的粉碎机,首先是在外形上的创新,将主机变得更加小巧、美观;其次增加了料杯的容量,完全能够满足一个三口家庭的需要;在安全方面,设计了人性化的隐性开关,增加了对人体的保护;最后,所设计的零部件均可以拆卸,避免了卫生死角,用户还可以根据自己的需要,将不同的零部件组合,达到不同的粉碎效果。
在未来,家用食品粉碎机的新产品将越来越多,下一步的发展方向也将变得更广,首先家用食品粉碎机将自带加热功能,其次将会采用单片机来控制粉碎机的粉碎过程。
20
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
参考文献
[1] 简召全.工业设计方法学[M].北京理工大学出版社,1991,4:15
[2] 王继成.产品设计中的人机工程学[M].化学工业出版社,2003,7:20-26
[3] 西贝乐多功能食品加工机宣传手册,2004
[4] 王益全.电动机原理与实用技术[M].科学出版社,2005
[5] 赵清、张玉茹.小型电动机[M].电子工业出版社,1990,2
[6] 机械工程手册,第1卷,机械工业出版社,1982,9
[7] 杨明忠、朱家诚.机械设计[M].武汉理工大学出版社,2001,10
[8] 机械工程手册,第8卷,机械工业出版社,1982,9
[9] 郭汀.常用电气设备图形符号使用指南[M].中国电力出版社,2001
[10] 刘天成.家用电器维修技术[M].高等教育出版社,1990:23-32
张士炯.电子设备常用器件手册[M].机械工业出版社,1997,6
[12] 阮礽忠.常用机械电气控制手册[M].福建科学技术出版社,2004
21 [11]
家用磨粉机 家用食品粉碎机的毕业设计说明书新
家作食品粉碎机
致 谢
本论文是在赵进辉老师的悉心指导下完成的,在我即将完成毕业设计之际,衷心感谢赵老师的悉心指导以及在生活上给予的关心和帮助。(www.61k.com)赵老师严谨的治学态度以及对待学生极端负责的精神,给我留下深刻的印象。值此设计完成之际,瑾向赵老师表示最衷心的感谢!
同时,感谢赵老师给我提供了良好的课题条件,让我在这几个月里得到了很好的锻炼。
在设计工作中,还得到了工学院有关老师和同学们的帮助与支持,在此表示衷心的感谢!
22
二 : 机械设计毕业设计说明书
江苏理工学院毕业设计说明书(论文)
序 言
机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。从某种意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
纤磨仪箱体的加工工艺规程及其夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。本次设计也要培养自己的自学与创新能力。因此本次设计综合性和实践性强、涉及知识面广。所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。 这次毕业设计使我们能综合运用大学四年所学的知识,并结合生产实习中学到的实践知识,对纤磨仪箱体的制造工艺和机加工夹具进行独立的分析和设计,为未来从事的工作打下良好的基础。
由于经验不足,能力有限,设计中还有许多不足之处,希望各位老师多加指教。
第 1 页 共 1 页
江苏理工学院毕业设计说明书(论文)
第1章 课题分析与方案论证
1.1课题分析
当今的纤磨仪是向着大功率、大传动比、小体积、高机械效率以及使用寿命长的方
向发展。因此,不断地要改进材料品质、提高工艺水平,还要保证箱体加工的质量和尽可能的降低成本。
本课题主要对纤磨仪箱体加工工艺及其卧式加工中心夹具进行具体的设计和改进。 所以对于本次课题纤磨仪箱体的工艺工装设计对于纤磨仪有着非常重要的意义。
1.2方案论证
制订工艺方案是设计夹具最重要的步骤。为了使工艺方案制订得合理、先进,必须认真分析被加工零件图纸开始,深入现场全面了解被加工零件的结构特点、加工部位、尺寸精度、表面粗糙度和技术要求及生产率要求等,总结设计、制造、使用单位和操作者丰富的实践经验,理论与生产实际紧密结合,从而确定零件在组合机床上完成的工艺内容及方法。
毛坯采用铸件,材料选用灰铸铁。纤磨仪箱体的加工主要是平面加工、钻孔和镗孔的加工。
平面加工的常用方法有刨、铣和磨三种。刨铣和铣削用于粗加工和半精加工,磨削用于精加工。孔加工有镗、钻、扩、铰和加工螺纹。钻孔与扩孔用于粗加工,铰孔用于半精加工和精加工。经分析,确定方案如表1-1、表1-2所示。

第 2 页 共 2 页
江苏理工学院毕业设计说明书(论文)
表1-2 方案二(中大批量生产)
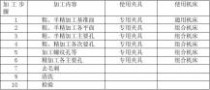
比较上述方案;方案一中使用的设备较普遍,生产成本较低;但生产效率较低,对工人的实践技能素质要求高,产品质量达不到较高的精度。此方案适于规模小的工厂使用。
方案二中使用的设备较先进,能源消耗低,生产效率高而且废品率低,产品精度较高;但生产成本高,编制相关程序及方案的代价高,适用于大规模的工厂。
考虑到纤磨仪箱体的使用较普遍,社会需求量较大,可采用大中批批量生产,而方案二较生产效率高,且可使用流水线生产,卧式加工中心通常带有自动分度的回转工作台,工件在一次装夹后,能完成除安装面和顶面以外的其余四个表面的加工,它最适合加工箱体类零件。与立式加工中心相比较,减少了装夹次数,故最终选择了卧式加工中心。
第 3 页 共 3 页
江苏理工学院毕业设计说明书(论文)
第2章 零件分析
2.1箱体零件的结构与特点
箱体类零件是连接、支承、包容件,一般为部件的外壳,如各种变速器箱体或齿轮泵泵体等。主要起到支承和包容其它零件的作用。
基本构成:零件结构较为复杂。
材料:一般为铸件。
加工:其加工位置较多。
1. 常见结构
箱体类零件的结构按其不同的作用常分为下列四个部分:
(1)支承部分 该部分结构形状比较复杂,下部通常做成带有加强筋的空腔:壁上设有支装轴承用的轴承孔。
(2)润滑部分 为了使运动件得到良好的润滑,箱体类零件常设有储油池、注油孔、排油孔、油标孔以及各种油槽。
(3)安装部分 为使箱体设计成一封闭结构和使润滑油不致泄漏,常在箱体零件上装上顶盖、侧盖以及轴承盖。
(4)加强部分 箱体受力较薄弱的部分常用加强筋以增加其强度,如箱体的轴承孔除安装轴承外还要安装轴承盖,因此对于较长的轴承孔,可在轴承孔外部设置加强筋,以增加其强度。
2.2.1零件的作用
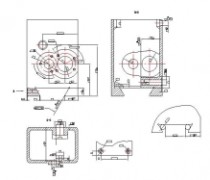
零件图如图2-1所示:
第 4 页 共 4 页
江苏理工学院毕业设计说明书(论文)
图2-1 箱体零件图
第 5 页 共 5 页

江苏理工学院毕业设计说明书(论文)
箱体类是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组装成一个整体,使它们之间保持正确的相互位置,并按照一定的传动关系协调地传递运动或动力。因此,箱体的加工质量将直接影响机器或部件的精度、性能和寿命。 纤磨仪箱体零件作用支承和固定轴系部件、保证传动零件正常啮合、良好润滑和密封的基础件,因此,应具有足够的强度和刚度。
2.2零件的工艺分析
纤磨仪箱体有2个加工面他们相互之间没有任何位置度要求。
1.以下端面为基准的加工面,这组加工面主要是粗铣上端面精铣上端面,磨顶面磨底面,粗铣左侧R29、R23组成平面精铣左侧R29、R23组成平面,粗精铣右侧R29、R23、R16
0.006?0.019?0.025?19??160组成平面,先钻中心孔,钻φ30mm、mm、mm底孔,扩φ30mm、?60?0.017mm、
0.006?0.019?0.019?0.019?0.025?19?mm孔,粗铰?160mm孔、精铰?160mm孔,铰?60mm?0.017mm、?160
孔。
2.以孔和端面为基准的加工面,钻7-M4、M4螺纹底孔,钻中心孔,钻φ22mm、0.0060.007?0.03?0.03?19??80mm底孔,扩?32?φ22mm孔;铰?80mm孔,半精镗φ22mm、?0.017mm、?0.02mm、
0.006?0.006?19?
?0.017mm孔,精镗φ22mm、?19?0.017mm孔,钻10-M4、M8螺纹底孔,钻前表面0.055?10?
?0.015mm中心孔。
2.3箱体类零件的材料和主要技术要求
2.3.1箱体类零件的材料
纤磨仪箱体零件作用支承和固定轴系部件、保证传动零件正常啮合、良好润滑和密封的基础件,因此,应具有足够的强度和刚度。 箱体通常用灰铸铁制造,灰铸铁具有很好的铸造性能和减振性能。对于重载或有冲击载荷的纤磨仪箱体也可以采用铸钢箱体。 本工艺设计中纤磨仪箱体铸件的材质为HT200,在灰铸铁组织中石墨的形态与基体的组织是决定铸铁性能的主要因素。灰铸铁内由于存在大量的片状石墨,它割裂了基体,因而阻止了振动的传播,并能把它转化为热能而发散,所以灰铸铁具有很好的减震
第 6 页 共 6 页
江苏理工学院毕业设计说明书(论文)
性。
灰铸铁具有良好的铸造性能,铸造性能包括流动性,收缩特性及其伴生现象。对于普通灰铸铁而言,因它偏离共晶点不远,结晶范围小,初生奥氏体枝晶不太发达,故在正常浇注温度下,在铁-碳合金中它的流动性是最好的。铸铁的收缩包括液态收缩、凝固收缩和固态收缩三部分。由收缩而伴生的现象除形成缩孔、缩松外,主要还有热裂、内应力以及变形和冷。
2.3.2箱体类零件的主要技术要求
1.主要平面的形状精度和表面粗糙度 箱体的主要平面是装配基准,并且往往是加工时的定位基准,所以,应有较高的平面度和较小的表面粗糙度值,否则,直接影响箱体加工时的定位精度,影响箱体与机座总装时的接触刚度和相互位置精度。 一般箱体主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面对装配基准面垂直度为0.1/300。
2.孔的尺寸精度、几何形状精度和表面粗糙度 箱体上的轴承支承孔本身的尺寸精度、形状精度和表面粗糙度都要求较高,否则,将影响轴承与箱体孔的配合精度,使轴的回转精度下降,也易使传动件(如齿轮)产生振动和噪声。一般机床主轴箱的主轴支承孔的尺寸精度为IT6,圆度、圆柱度公差不超过孔径公差的一半,表面粗糙度值为Ra0.63~0.32μm。其余支承孔尺寸精度为IT7~IT6,表面粗糙度值为Ra2.5~0.63μm。
3.主要孔和平面相互位置精度 同一轴线的孔应有一定的同轴度要求,各支承孔之间也应有一定的孔距尺寸精度及平行度要求,否则,不仅装配有困难,而且使轴的运转情况恶化,温度升高,轴承磨损加剧,齿轮啮合精度下降,引起振动和噪声,影响齿轮寿命。支承孔之间的孔距公差为0.12~0.05mm,平行度公差应小于孔距公差,一般在全长取0.1~0.04mm。同一轴线上孔的同轴度公差一般为0.04~0.01mm。支承孔与主要平面的平行度公差为0.1~0.05mm。主要平面间及主要平面对支承孔之间垂直度公差为0.1~0.04mm。
2.4 确定毛坯的制造形式
第 7 页 共 7 页
江苏理工学院毕业设计说明书(论文)
毛坯的生产方式有很多种——铸造、焊接、锻造等。选择合适的毛坯将直接影响机械加工工艺过程、加工成本、加工效率和零件质量,因此必须根据材料、尺寸、形状、技术要求和生产类型等因素选着正确的毛坯。
根据零件设计要求可知:零件材料为灰铸铁(材料牌号为HT200),这种材料具有良好的可铸性,抗压性能好,具有一定的吸振性,且成本低廉,在大批量生产时常用铸件。生产要求是大批量生产,而且零件的轮廓尺寸不大,加工要求不是很高,所以加工不是很方便。
毛坯尺寸如图2-1所示:
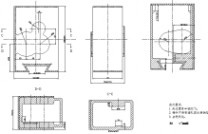
图2-2 箱体毛坯图
2.4.1确定毛坯尺寸
根据零件材料确定毛坯为铸件又由题目已知零件的年生产量较少。其生产类型为小批生产,毛坯的铸造方法选用手工木模造型。此外,为消除残余应力,铸造后应安排人工时效处理。
毛坯余量指某表面毛坯尺寸与零件设计尺寸之差,亦称毛坯总余量,包括毛坯的尺寸公差与机械加工余量。最常用的铸件和锻件毛坯的尺寸公差与机械厂加工余量已有国
第 8 页 共 8 页
江苏理工学院毕业设计说明书(论文)
家标准,按照标准即可确定。
图2-1的箱体,材料为HT200,小批生产,确定各加工表面的尺寸公差与加工余量。 按《铸件尺寸公差与机械加工余量(摘自GB/T6414-1999)》确定,步骤如下。
1.求最大轮廓尺寸 根据零件图计算轮廓尺寸,长100 mm,宽74mm,高150 mm,故最大轮廓尺寸为150 mm。
2.选取公差等级CT 由文献,铸造方法按手工造型,铸件材料按灰铸铁,得公差等级CT范围11~13级,取为12级。
3.求铸件尺寸公差 根据加工面的基本尺寸和铸件公差等级CT,由文献查得,公差带相对于基本尺寸对称分布。
4.求机械加工余量等级 由文献,铸造方法按手工造型,铸件材料按灰铸铁,得机械加工余量等级范围F~H级,取为G级。
5.求RMA(要求的机械加工余量) 对所有加工表面取同一个数值,由文献查最大轮廓尺寸为150 mm、机械加工余量等级为G级,得RMA数值为2.2 mm。
6.求毛坯基本尺寸 此零件图的孔都比较小,根据《机械设计手册》查出,铸成实心;左侧面、右侧面属双侧加工,根据《机械制造技术基础课程设计指南》中式(5-2)求出,即
R=F+2RMA+CT/2=77 mm (2-1)
上表面、下表面属双侧加工,根据《机械制造技术基础课程设计指南》中式(5-2)求出,即
R=F+2RMA+CT/2=150+2×2.2+7/2=154 mm (2-2)
前表面属单侧加工,根据《机械制造技术基础课程设计指南》中式(5-1)求出,即
R=F+RMA+CT/2=100+2×1.4+6/2=1054mm (2-3)
表2-1箱体铸件毛坯尺寸公差与加工余量
第 9 页 共 9 页
江苏理工学院毕业设计说明书(论文)

零件材料为HT200。考虑零件在机床运行过程中所受冲击不大单,故选择铸件毛坯。
10 页 第 10 页 共

江苏理工学院毕业设计说明书(论文)
第3章 工艺规程设计
3.1零件生产类型的确定
查阅参考文献,机械零件的生产纲领可按下式计算:
N零?N?n(1????) (3-1)
公式中:
N零:机器零件的生产纲领;
N:机器产品在计划期内的产量;
n:每台机器产品中该零件的数量; ?:备品率; ?:平均废品率。
根据设计题目可知:该零件的产量N=100台/年,n=1件/台,结合生产实际,备品率?和废品率?分别取10%和1%;则有
N零?N?n(1????)
11 页 第 11 页 共
江苏理工学院毕业设计说明书(论文)
?100?1(1?10%?1%)=111件/年
表3-1 生产类型与生产纲领的关系

3.2 基面的选择
正确合理的选择定位基准是设计工艺过程的一项重要内容,选择的正确与合理,可以保证加工质量,提高生产率,否则,加工工艺过程中会问题不断,还会造成零件的大批报废的生产事故。
定位基有粗基准和精基准之分,通常先确定精基准,然后在确定粗基准。工件在加工时,用以确定工件对机床及相对位置的表面,称为定位基准;最初工序中所用的定位基准,是毛坯上未经加工的表面,称为粗基准;在其后工序加工中所用定位基准是已加工的表面,称为精基准。
基面的选择是工艺规程设计中的重要工作之一,基面选择是否正确、合理,可以使加工质量得到保证,生产率提高,否则,不但是加工工艺过程中问题百出,更有甚者,还会造成零件大批报废,使生产无法进行。
箱体零件材料为HT200,材料强度,耐磨,铸造性能都较好。生产类型为大批量生产,采用金属模铸造。
粗基准选择应当满足以下要求:
(1)粗基准的选择应以加工表面为粗基准。目的是为了保证加工面与不加工面的相互位置关系精度。如果工件上表面上有好几个不需加工的表面,则应选择其中与加工表
12 页 第 12 页 共
江苏理工学院毕业设计说明书(论文)
面的相互位置精度要求较高的表面作为粗基准。以求壁厚均匀、外形对称、少装夹等。
(2) 选择加工余量要求均匀的重要表面作为粗基准。例如:机床床身导轨面是其余量要求均匀的重要表面。因而在加工时选择导轨面作为粗基准,加工床身的底面,再以底面作为精基准加工导轨面。这样就能保证均匀地去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
(3) 应选择加工余量最小的表面作为粗基准。这样可以保证该面有足够的加工余量。
(4) 应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。有浇口、冒口、飞边、毛刺的表面不宜选作粗基准,必要时需经初加工。
(5) 粗基准应避免重复使用,因为粗基准的表面大多数是粗糙不规则的。多次使用难以保证表面间的位置精度。
基准的选择是工艺规程设计中的重要工作之一,他对零件的生产是非常重要的。对于一般的箱体类零件而言,一般情况下,多以一个平面(在前道工序已加工好)为基准,先加工出一个孔,再以这个孔和其端面为基准,或者以孔和原来的基准平面为基准,加工其它交错孔。所以我考虑先用下端面定位作为粗基准。
精基准的选择应满足以下原则:
(1)“基准重合”原则 应尽量选择加工表面的设计基准为定位基准,避免基准不重合引起的误差。
(2)“基准统一”原则 尽可能在多数工序中采用同一组精基准定位,以保证各表面的位置精度,避免因基准变换产生的误差,简化夹具设计与制造。
(3)“自为基准”原则 某些精加工和光整加工工序要求加工余量小而均匀,应选择该加工表面本身为精基准,该表面与其他表面之间的位置精度由先行工序保证。
(4)“互为基准”原则 当两个表面相互位置精度及自身尺寸、形状精度都要求较高时,可采用“互为基准”方法,反复加工。
(5)所选的精基准 应能保证定位准确、夹紧可靠、夹具简单、操作方便。
精基准的选择主要应该考虑基准重合的问题。当设计基准不重合时,应该进行尺寸换算。
正确选择组合机床加工工件采用的基准定位,是确保加工精度的重要条件。
13 页 第 13 页 共
江苏理工学院毕业设计说明书(论文)
本设计的纤磨仪是箱体类零件,箱体类零件一般都有较高精度的孔和面需要加工,
又常常要在几次安装下进行。因此,定位基准选择“一面双孔”是最常用的方法,其特点是:
(a)可以简单地消除工件的6个自由度,使工件获得稳定可靠的定位。
(b)有同时加工零件五个表面的可能,既能高度集中工序,又有利于提高 各面上孔的位置精度。
(c)“一面双孔”可作为零件从粗加工到精加工全部工序的定位基准,使零件整个
工艺过程基准统一,从而减少由基准转换带来的累积误差,有利于保证零件加工精度。
(d)易于实现自动化定位、夹紧,并有利于防止切屑落于定位基面上。
具体定位图形见工序图采用的是“一面两销”的定位方案,以工件的右侧面为定位
基准面,约束了z向的转动;x向的移动;y向的转动3个自由度。短定位销约束了z向的移动;y向的移动2个自由度。长定位销约束了x向的转动1个自由度。这样工件的6个自由度被完全约束了也就得到了完全的定位。
具体图3-1所示:
14 页 第 14 页 共
江苏理工学院毕业设计说明书(论文)
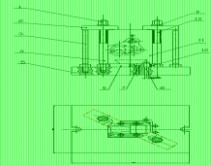
图3-1 夹具装配图 箱体定位基准选择如下:

第 15 页 共 15 页
江苏理工学院毕业设计说明书(论文)
图3-2 铣箱体顶面、底面
1.箱体零件一般是以底面、顶面为精基准,以底面(顶面)和侧面为粗基准加工箱体顶面(底面)。如图3-2所示。
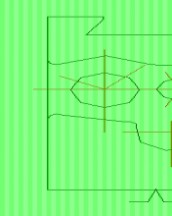
图3-3 磨箱体顶面、底面
2.磨顶面(底面)时,以底面(顶面)为精基准。如图3-3所示。

图3-4 铣箱体前面,加工孔
3.加工前面及上的所有的孔,用六点定位,分别以底面限制3个自由度,后面限制2个自由度,侧面限制1个自由度。如图3-4所示。
16 页 第 16 页 共
江苏理工学院毕业设计说明书(论文)
图3-5 铣箱体左右侧面,加工孔
4.加工左右侧面及上的所有的孔,用六点定位,分别以底面限制3个自由度,前面限制 2个自由度,侧面限制1个自由度。如图3-5所示。
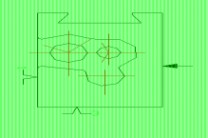
图3-6 刨燕尾槽
5.在刨床上加工燕尾槽,用六点定位,分别以顶面限制3个自由度,前面限制2个自由度,侧面的凸起限制1个自由度。如图3-6所示。
17 页

第 17 页 共
江苏理工学院毕业设计说明书(论文)
3.3 制定工艺线路
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理保证。在生产纲领已确认为中小批量生产的条件下,可以考虑采用通用机床配以合适的夹具,并尽量使工序集中来提高生产率。除此之外,还应当考虑经济效果,以便使生产成本尽量下降。上刀体的工艺过程,按照生产类型和生产条件的不同而又不同的方案。按照上述原则,先面后孔,先加工面,在加工孔系,最后确定的工艺路线如表三:
表三:工序卡

18 页 第 18 页 共
江苏理工学院毕业设计说明书(论文)

19 页 第 19 页 共
江苏理工学院毕业设计说明书(论文)
3.4工序设计
1.选择机床
选用机床设备应遵循以下的原则:
①机床的加工尺寸范围应与加工零件要求的尺寸相适应;
②机床的工作精度应与工序要求的精度相适应;
③机床的选择还应与零件生产类型相适应。
在大批生产条件下,可选用高效的专用设备和组合机床。也可选用通用设备,所选的通用设备应指出机床型号;组合机床设备应指出其特征。
根据不同的工序选择机床如下:
a.工序一、二是铣削加工表面,用YG8硬质合金钢端铣刀,选用立式铣床,考虑到箱体的尺寸及该零件的生产纲领为大批量生产,所选机床使用范围较广为宜,根据参文献选用的XK5025立式铣床。
b.工序三、四也是磨削加工表面,用平型砂轮,选用组合铣床,考虑到零件的公差要求,及其大批量生产,所选用机床为专用组合机床。
c.工序二十是刨燕尾槽,选用硬质合金组合刨刀,考虑到大批量生产,保证其加工质量,所选用组合刨床。。
d.工序十六是镗孔加工,选用硬质合金组合镗刀,考虑到大批量生产,保证其加工
20 页 第 20 页 共
江苏理工学院毕业设计说明书(论文)
质量,所选用组合镗床。
e. 工序二十二是镗孔,考虑加工尺寸及经加工经济性,根据参考文献选常用的CA6140车床。
f.工序五至十九上数控铣床,用YG6硬质合金钢立式铣刀,选用卧式加工中心,考虑到箱体的尺寸及该零件的生产纲领为大批量生产,所选机床使用范围较广为宜,根据参文献选用的XK5025立式铣床。
2.选择夹具
本零件各工序需要专用夹具,工序一、二是铣削加工表面,采用铣床专用夹具。工序三、四也是磨削加工表面,采用磨床专用夹具。工序二十是刨燕尾槽,采用刨床专用夹具。工序十六是镗孔加工,采用镗孔专用夹具。工序二十三、二十四是钻削及攻螺纹,采用钻床专用夹具。工序五至十九上数控铣床,采用卧式加工中心专用夹具。
3.5确定切削用量
工序10:粗铣下端面精铣下端面
1.粗精铣底面
(1)加工条件:
材料:灰铸铁
要求:粗铣箱体底面,保证顶面尺寸
机床:立式铣床XK5025
量具:0~300 mm游标卡尺
2. 选择刀具
刀具选取不重磨损硬质合金套式端铣刀,刀片采用YG6
ap?1.5mm,d0?350mm,v=475r/min,z?4。
3. 决定铣削用量
1)决定铣削深度
因为加工余量不大,故可在一次走刀内铣完,则
ap?1.5mm
2)决定每次进给量及切削速度
21 页 第 21 页 共
江苏理工学院毕业设计说明书(论文)
根据XK5025型铣床说明书,其功率为为7.5kw,中等系统刚度。
根据表查出 fz?0.2mm/齿,则
ns?1000v1000?150??126r/min (3-2) ?d??350
按机床标准选取nw=150r/min
v??dnw??35?0150
100?01000?16m5/min
当nw=150r/min时
fm?fzznw?0.2?4?150?120mm/r 按机床标准选取fm?120mm/r
3)计算工时
切削工时:l?350mm,l1?5mm,l2?3mm,则机动工时为 tl?l1?l2
m?2x(nf)?2x(350?5?3
150)?18min
w
工序20:粗铣上端面精铣上端面
1.粗精铣顶面
(1)加工条件:
材料:灰铸铁
要求:粗精铣箱体底面,保证尺寸150mm
机床:立式铣床XK5025
量具:0~300 mm游标卡尺
2. 选择刀具
刀具选取不重磨损硬质合金套式端铣刀,刀片采用YG8,
ap?1.5mm,d0?150mm,v?125m/min,z?4。
3. 决定铣削用量
4)决定铣削深度
第 22 页 共 22 页
(3-3) (3-4) (3-5)
江苏理工学院毕业设计说明书(论文)
因为加工余量不大,故可在一次走刀内铣完,则
ap?1.5mm
5)决定每次进给量及切削速度
根据XK5025型铣床说明书,其功率为为7.5kw,中等系统刚度。
根据表查出 fz?0.2mm/齿,则
ns?1000v1000?125??265r/min (3-6) ?d??150
按机床标准选取nw=275r/min
v??dnw
1000???150?275
1000?130m/min (3-7)
当nw=275r/min时
fm?fzznw?0.2?4?275?220mm/r (3-8)
按机床标准选取fm?220mm/r
6)计算工时
切削工时:l?160mm,l1?5mm,l2?3mm,则机动工时为
tm?2x(
工序30:磨下端面
1.磨底面 l?l1?l2160?5?3)?2x()?1.22min (3-9) nwf275
(1)加工条件:
材料:灰铸铁
要求:磨箱体底面,保证顶面尺寸
机床:磨床M7130T
量具:0~300 mm游标卡尺
2.选择砂轮。见《机械加工工艺手册》第三章中磨料
A46KV6P 350?40?127
23 页 第 23 页 共
江苏理工学院毕业设计说明书(论文)
其含义为:砂轮磨料为刚玉,粒度为46#,硬度为中轮1级,陶瓷结合剂,6号组织,平型砂轮,其尺寸为350x40x127
3.切削用量的选择。查《机械加工工艺手册》表33-42有
工件速度 vw=18m/min
纵向进给量 fa=0.5B=20mm(双行程)
切削深度 fr=0.0157mm/st
切削工时 t?2?DbZbk
1000vf
afr
式中 D---被加工直径
b----加工宽度
Zb--单边加工余量
K---系数
V---工作台移动速度
fa--工作台往返一次砂轮轴向进给量
fa--工作台往返一次砂轮径向进给量
t?2??90?9?0.15?1.1
1000?18?20?2?0.0157=0.55(min)
工序40:磨上端面
1.磨顶面
(1)加工条件:
材料:灰铸铁
要求:磨箱体顶面,保证尺寸150mm
机床:磨床M7130T
量具:0~300 mm游标卡尺
2.选择砂轮。见《机械加工工艺手册》第三章中磨料
第 24 页 共 24 页
(3-10)
江苏理工学院毕业设计说明书(论文)
A46KV6P 350×40×127
其含义为:砂轮磨料为刚玉,粒度为46#,硬度为中轮1级,陶瓷结合剂,6号组织,
平型砂轮,其尺寸为350×40×127
3. 切削用量的选择。查《机械加工工艺手册》表33-42有
工件速度 vw=18m/min
纵向进给量 fa=0.5B=20mm(双行程)
切削深度 fr=0.0157mm/st
切削工时 t?2?DbZbk (3-11) 1000vfafr
式中 D---被加工直径
b----加工宽度
Zb--单边加工余量
K---系数
V---工作台移动速度
fa--工作台往返一次砂轮轴向进给量
t?fa--工作台往返一次砂轮径向进给量 2??45?91?0.15?1.11000?18?20?2?0.0157=2.5(min)
074工序50粗铣、精铣前端面,粗铣、精铣后端面,保证尺寸?0.19mm。
1.粗铣前端面
(1)加工条件
材料:灰铸铁
要求:粗铣箱体前端面,保证后端面尺寸
机床:立式铣床 XK5025
刀具:采用YG8硬质合金端铣刀,D=150,齿数Z=4
25 页 第 25 页 共
江苏理工学院毕业设计说明书(论文)
量具:0~300 mm游标卡尺
计算铣削用量
已知毛坯被加工长度为104mm,ap =2.5mm,根据《机械制造技术基础课程设计指南》表5-157确定fz=0.13mm/z,vc=110m/min
c?1000?110?439n?πd3.14?80由式(2-4)得: r/min
根据《机械制造技术基础课程设计指南》表5-75,取n=475r/min
工作台的进给速度为:
由式(2-5)得:?f?fzzn?0.13?10?475?617.5 mm/min
切削时由于是粗铣,故整个铣刀刀盘不必铣过整个工件,则行程为120mm 故机动工时为:
Tj?120?617.5?0.20min?11.7s
辅助时间为:
Tf?0.15Tj?0.15?11.7?1.8s
2.精铣前端面
(1)加工条件:
材料:灰铸铁
要求:精铣箱体前端面,保证后端面尺寸
机床:立式铣床XK5025
刀具:采用硬质合金端铣刀,D=150mm,齿数Z=8
量具:0~300 mm游标卡尺
(2)计算铣削用量
已知毛坯被加工长度为 101.5mm,ap=1.5mm,根据《机械制造技术基础课程设计指南》表5-157确定fz=0.1 mm/z,?c=124 m/min
vc?1000?124?494n?1000
πd3.14?80 r/min
26 页 第 26 页 共
江苏理工学院毕业设计说明书(论文)
根据《机械制造技术基础课程设计指南》表5-75,取n=475r/min
工作台的进给速度为:
?f?fzzn?0.1?10?475 ?47mm5/min
故机动工时为:
Tj?150?475?0.32
辅助时间为: min=19 s
Tf?0.15Tj?0.15?19?2.9s
工序70:一)粗铣左侧R29、R23组成平面,精铣左侧R29、R23组成平面
1. 选择刀具
刀具选取不重磨损硬质合金端铣刀,刀片采用YG8,
ap?1.5mm,d0?35mm,v?125m/min,z?4。
2. 决定铣削用量
7)决定铣削深度
因为加工余量不大,一次加工完成
ap?1.5mm
8)决定每次进给量及切削速度
根据XK5025型铣床说明书,其功率为为7.5kw,中等系统刚度。
根据表查出 fz?0.2mm/齿,则
ns?1000v1000?125??663.48r/min ?d??35
按机床标准选取nw=750r/min
v??dnw
1000???50?750
1000?141.3m/min
当nw=750r/min时
fm?fzznw?0.2?4?750?600mm/r
27 页 第 27 页 共
江苏理工学院毕业设计说明书(论文)
按机床标准选取fm?600mm/r
9)计算工时
切削工时:l?95mm,l1?9mm,l2?3mm,则机动工时为
tm?4X(l?l1?l295?9?3)?4X()?0.7133X4?2.85min. nwf750x0.2
二)粗精铣右侧R29、R23、R16组成平面
1. 选择刀具
刀具选取端铣刀,机床选用铣床XK5025
ap?1.5mm,d0?190mm,v?150m/min,z?4。
2. 决定铣削用量
10) 决定铣削深度
因为加工余量不大,故可在一次走刀内铣完,则
ap?1.5mm
11) 决定每次进给量及切削速度
根据XK5025型铣床说明书,其功率为为7.5kw,中等系统刚度。
根据表查出 fz?0.2mm/齿,则
ns?1000v1000?150??251r/min ?d??190
按机床标准选取nw=250r/min
v??dnw
1000???190?250
1000?125m/min
当nw=250r/min时
fm?fzznw?0.2?4?250?200mm/r
按机床标准选取fm?200mm/r
12) 计算工时
28 页 第 28 页 共
江苏理工学院毕业设计说明书(论文)
切削工时:l?350mm,l1?5mm,l2?3mm,则机动工时为
tm?2x(
l?l1?l2350?5?3)?2x()?2.86min nwf250
0.006?0.019?0.025工序80:先钻中心孔,钻φ30mm、?19?mm、?60mm底孔,扩φ?0.017mm、?160
0.006?0.019?0.019?0.019?0.025?19??16030mm、mm孔粗铰?160mm孔、精铰?160mm孔铰?60mm?0.017mm、
孔
机床:Z525立式钻床
刀具:根据《机械加工工艺手册》表10-61选取高速钢麻花钻。
1)进给量 取f=0.13mm/r
2)切削速度 V=24~34m/min. 取V=30m/min
3)确定机床主轴转速 ns=1000vc1000?30= ?562r/min πdWπ?17
与562r/min相近的机床转速为600r/min。现选取nw=600r/min。 所以实际切削速度vc=π?17?600?32m/min 10001000?dns=
5) 切削工时,按《工艺手册》表6.2-1。
tm=l?l1?l2i ;其中l=60mm; l1=4mm; l2=3mm; nwf
tm=l?l1?l260?4?3 ==0.86(min) nwf600?0.13
工序130:钻7-M4、M4螺纹底孔
选用?3mm高速钢锥柄麻花钻(《工艺》表3.1-6)
由《切削》表2.7和《工艺》表4.2-16查得f机?0.28mm/r
Vc?8m/min(《切削》表2.15)
29 页 第 29 页 共
江苏理工学院毕业设计说明书(论文)
n机?
按机床选取n机?545r/min Vc机?
基本工时: t?
攻螺纹M4mm: 1000vc机πD?1000x8?636r/min πx3πDn机1000?πx4x545?6.8542m/min 1000l?l1?l220?3?3??0.17min n机f机545x0.28
选择M4mm高速钢机用丝锥
f等于工件螺纹的螺距p,即f?1.25mm/r Vc机?7.5m/min
n查?1000Vc1000?7.5??298(r/min) ?D??4
按机床选取n机?272r/min
Vc机?6.8m/min 基本工时:t?l?l1?l210?3?3??0.05(min) n机f272?1.25
工序150:半精镗φ22mm、φ8mm孔
1.加工条件
工件材料:HT200,时效处理,砂型铸造 加工要求:镗孔Φ22mm
机 床:卧式镗床
刀 具:弯头镗刀
2.计算切削用量
查《简明手册》表4.2-19和4.2-20,4.2-21得 v=125mm/min
30 页 第 30 页 共
江苏理工学院毕业设计说明书(论文)
fm=0.07mm/z =9.6mm ap
n?1000v1000?125??284r/min 3.14d3.14?32
nw根据T716镗床说明书,取
切削工时:L=350mm =300 r/min
Tm?L350??16min vf300?0.07
工序170:钻10-M4、M8螺纹底孔
选用?3mm高速钢锥柄麻花钻(《工艺》表3.1-6) 由《切削》表2.7和《工艺》表4.2-16查得f机?0.28mm/r Vc?8m/min(《切削》表2.15) n机?
按机床选取n机?545r/min Vc机?
基本工时: t?
攻螺纹M4mm:
选择M4mm高速钢机用丝锥
f等于工件螺纹的螺距p,即f?1.25mm/r Vc机?7.5m/min
n查?1000Vc1000?7.5??298(r/min) ?D??41000vc机πD?1000x8?636r/min πx3πDn机1000?πx4x545?6.8542m/min 1000l?l1?l220?3?3??0.17min n机f机545x0.28
31 页 第 31 页 共
江苏理工学院毕业设计说明书(论文)
按机床选取n机?272r/min
Vc机?6.8m/min 基本工时:t?l?l1?l210?3?3??0.05(min) n机f272?1.25
0.055工序180:钻前表面?10?
?0.015mm中心孔
机床:Z525立式钻床
刀具:根据《机械加工工艺手册》表10-61选取高速钢麻花钻Φ9mm
1)进给量 取f=0.13mm/r
2)切削速度 V=24~34m/min. 取V=30m/min
3)确定机床主轴转速 ns=1000vc1000?30= ?1194r/min πdWπ?10
与1194r/min相近的机床转速为1450r/min。现选取nw=1450r/min。
所以实际切削速度vc=π?10?1450?25.3m/min 10001000?dns=
5) 切削工时,按《工艺手册》表6.2-1。
tm=l?l1?l2i ;其中l=60mm; l1=4mm; l2=3mm; nwf
tm=l?l1?l260?4?3 ==0.355min nwf1450?0.13
工序190:锪?22mm沉孔
根据有关资料介绍,利用钻头进行扩钻时,其进给量与切削速度与钻同样尺寸的实心孔时的进给量与切削速度之关系为
f?(1.2~1.8)f钻
11 v?(~)v钻 23
32 页 第 32 页 共
江苏理工学院毕业设计说明书(论文)
式中的f钻、v钻——加工实心孔进的切削用量.
现已知
f钻=0.36mm/r (《切削手册》)表2.7
v钻=42.25m/min (《切削手册》)表2.13
1) 进给量 取f=1.5×0.36=0.51mm/r 按机床选取0.5mm/r
2) 削速度 v=0.4×42.25=16.9m/min.
3) 定机床主轴转速 ns=1000vc1000?16.9= ?271.8r/min πdWπ?22
与271.8r/min相近的机床转速为275r/min。现选取nw=275r/min。 所以实际切削速度
vc=π?22?275?17.4m/min 10001000?dns=
5) 削工时,按《工艺手册》表6.2-1。
tm=l?l1?l2i ;其中l=4mm; l1=6mm; l2=0mm; nwf
l?l1?l210 ==0.072(min) nwf275?0.5 tm=
工序200:粗刨、精刨燕尾槽
1.粗刨燕尾槽
(1)加工条件
材料:灰铸铁
要求:粗刨燕尾槽,刨直角槽
机床:牛头刨床B690-1
刀具:材料为W18Cr4V 刀杆截面为25×40 mm的切槽刀
33 页 第 33 页 共
江苏理工学院毕业设计说明书(论文)
量具:0~300 mm游标卡尺
(2)计算切削用量
a已知毛坯被加工长度为151 mm,p=12mm,根据《机械加工工艺手册第二版》表4. 2-11,
4. 2-23 确定f =1.6 mm/dst,?c=10 m/min
工作台进给速度
?f? 1000mm/min
故机动工时为:
Tj?70?1000?0.07
辅助时间为: min=4.2 s
2.精刨燕尾槽
(1)加工条件
材料:灰铸铁
要求:精刨燕尾槽
机床:牛头刨床B690-1 Tf?0.15Tj?0.15?4.2?0.6 s
刀具:材料为W18Cr4V 刀杆截面为16×25mm的偏刀 量具:0~300 mm游标卡尺
(2)计算切削用量
a已知毛坯被加工长度为139 mm,p=4.5mm,根据《机械加工工艺手册第二版》表4. 2-11,
4. 2-23 确定f =1.8 mm/dst,?c=11 m/min
工作台进给速度
?f? 1100mm/min
故机动工时为:
Tj?70?1100?0.06
辅助时间为: min=3.6 s
34 页 第 34 页 共
江苏理工学院毕业设计说明书(论文)
Tf?0.15Tj?0.15?3.6?0.5 s
420
?0.17工序210:粗铣尺寸42mm半精铣尺寸42mm,保证尺寸
1. 选择刀具 mm
刀具选取不重磨损硬质合金套式端铣刀,刀片采用YG8,
ap?1.5mm,d0?40mm,v?50m/min,z?4。
2. 决定铣削用量
13) 决定铣削深度
因为加工余量不大,故可在一次走刀内铣完,则
ap?1.5mm
14) 决定每次进给量及切削速度
根据XK5025型铣床说明书,其功率为为7.5kw,中等系统刚度。
根据表查出 fz?0.5mm/齿,则
ns?1000v1000?50??398r/min ?d??40
按机床标准选取nw=400r/min
v??dnw
1000???40?1000
1000?126m/min
当nw=400r/min时
fm?fzznw?0.2?4?400?640mm/r
按机床标准选取fm?800mm/r
15) 计算工时
切削工时:l?40mm,l1?5mm,l2?3mm,则机动工时为
tm?2x(
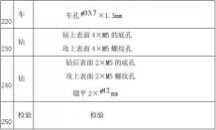
工序220:镗孔?33.7×1.3mm l?l1?l240?5?3)?2x()?0.24min nwf400
35 页 第 35 页 共
江苏理工学院毕业设计说明书(论文)
(1)加工条件:
材料:灰铸铁
要求:镗Φ33.7mm内台阶孔
机床:车床CA6140
刀具:圆形弯头镗刀,D=12 mm
量具:游标卡尺
(2)计算切削用量
ap=3.7 mm,根据《机械制造技术基础课程设计指南》表5-122,5-121,确定f=0.3,?c=90 m/min vc?1000?90?850n?1000
πd3.14?33.7 r/min
取n=800 r/min
工作台的进给速度为:
?f?fzzn?0.3?1?800?240mm/min 故机动工时为:
Tj?3.7?240?0.015min?0.9s 辅助时间为:
工序230:钻上表面4×M5的底孔
工步一:钻螺纹底孔
确定进给量f:根据参考文献Ⅳ表2-7,当钢的?b?800MPa,d0??4mm时,f?0.39~0.47m/r。由于本零件在加工?4mm孔时属于低刚度零件,故进给量应乘以系Tf?0.15Tj?0.15?0.9?0.1 s 数0.75,则
f??0.39~0.47??0.75?0.29~0.35mm/r
36 页 第 36 页 共
江苏理工学院毕业设计说明书(论文)
根据Z525机床说明书,现取f?0.25mm/r
切削速度:根据参考文献Ⅳ表2-13及表2-14,查得切削速度v?25m/min所以
ns?1000v1000?25??995r/min ?dw??4
根据机床说明书,取nw?1000r/min,故实际切削速度为 v??dwnw
1000???4?1000
1000?25m/min
切削工时:l?24mm,l1?9mm,l2?3mm,则机动工时为
tm?l?l1?l224?9?3??0.14min nwf1000?0.25
工步二:攻丝M5
v?32m/mm
ns?60r/0mi n
按机床选取nw?600r/min,则v?13.4r/mm
机动时 l?18mm,l1?5mm,l2?3mm 工时计算:
tm?(l?l1?l2)(18?5?3)??0.43min nf600?0.1
工序240:钻后表面2×M5的底孔同上工序230 工序250:检验
37 页 第 37 页 共
江苏理工学院毕业设计说明书(论文)
第
4章 夹具设计
机床夹具是在金属切削加工中,用以准确地确定工件位置,并将其牢固地夹紧,
以接受加工的工艺装备。它的主要作用是:可靠地保证工件的加工质量,提高加工效率,
减轻劳动强度,充分发挥和扩大机床的工艺性能。因此,机床夹具在机械制造中占有重
要的地位。
夹具是组合机床的重要组成部分,是根据机床的工艺和结构方案的具体要求而专门
设计的。它是用于实现被加工零件的准确定位、夹压、刀具的导向以及装卸工件时的限
位等作用。
为了提高劳动生产率,保证加工质量,降低劳动强度,通常需要用专用夹具.经过老师
的考虑,决定设计卧式加工中心铣夹具。
4.1问题的提出
方案设计是夹具设计的第一步,也是夹具设计关键的一步,方案设计的好、
坏将直接影响工件的加工精度、加工效率,稍不注意就会造成不能满足工件加工要求,
工要求,或加工精度不能达到设计要求,因此必须慎重考虑。
设计方案的拟定必须遵循下列原则:
1.定位装置要确保工件定位准确和可靠,符合六位定位原理。
2.夹具的定位精度能满足工件精度的要求。
3.夹具结构尽量简单,操纵力小而夹紧可靠,力争造价低
4.2 定位基准的选择
基准是用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。根据基准的不同功能,准分为设计基准和工艺基准两大类。
38 页 第 38 页 共
江苏理工学院毕业设计说明书(论文)
1. 设计基准
在零件图样上所采用的基准,称为设计基准。
2. 工艺基准
零件在工艺过程中所采用的基准,称为工艺基准。工艺基准按用途不同,又分为装配基准、测量基准工序基准和定位基准。
(1)装配基准
装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准
测量时用以检验已加工表面尺寸几 位置的基准,称为测量基准。
(3)工序基准
在加工工序中,用以确定本工序被加工表面家工后的尺寸、形状及位置的基准,称
为工序基准。
(4)定位基准
工件定位时所采用的基准,称为定位基准。
本夹具加工端面,因为工件不能和夹具体直接接触,所以我们采用了支撑板定位底
面,然后我们用2个定位挡销定位,采用两个压板压紧即可满足要求,我们就可以开始
加工工件。
4.3定位原理及其实现
根据被加工零件的结构特征,选择定位基准,实现六点定位原理,即以工件的底面
为定位基准面,约束了z向的转动;x向的移动;y向的转动3个自由度。短定位销约
束了z向的移动;y向的移动2个自由度。压板约束了x向的转动1个自由度。这样工
件的6个自由度被完全被消除也就得到了完全的定位。
具体定位方案如图4-1:
39 页 第 39 页 共
三 : 机械设计毕业设计说明书
本文标题:机械毕业设计说明书-家用食品粉碎机的毕业设计说明书新61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1