一 : 细木工板制作方法
细木工板成套设备
包括:
热压机2台:
9压8块(注:带四边侧压)
7压6块
四边锯一台
涂胶机2台(单双面各一台)
小锯数台
多片锯数台
搅拌机2台
电脑砂光机一台
锅炉一台
压力刨一台
插接机一台
铝合金垫板
生产细木工板对原料要求低,主要是利用废旧木料和木材的剩余物(边角料)、间伐材及小径材等,成本低;产品幅面大,规格尺寸稳定,耐虫蛙,能饰面;使用范围不断扩大,可利用本地资源。
细木工板俗称大芯板,是由两片单板中间胶压拼接木板而成。中间木板是由优质天然的木板方经热处理(即烘干室烘干)后,加工成一定规格的木条,由拼接机拼接而成。拼接后的木板两面覆盖两层优质单板,再经热压机胶压后制成,与刨花板,中密度纤维板相比,其天然木材特性更顺应人类自然的要求;具有质轻、易加工、握钉力好、不变形等特点,是室内装修和高档家具制作的理想材料。
当你决定投资细木工板生产时,一定要明白5大要素:资金、原料、设备、技术、市场。这5个元素缺一不可,只要你对资金、原料和市场有一定把握,设备和技术就有邢台九五木业发展中心为你提供!
附:细木工板的制作方法:
细木工板即芯板用木板条拼接而成,2个表面为木质单板。因为它不但适应各种接合方法,可以开榫、打眼,而且还具有幅面大而平、质地均匀、形状稳定、拼接强度大的等特点。随着社会经济的发展和城乡居民生活水平的提高,现代装修业的兴起,细木工板将具有越来越广阔的市场前景。
一、制造细木工板的设备及原材料
1、 设备 涂胶机、热压机、锅炉、垫板、砂光机、拌胶机、多片锯、压力刨、插接机、锯边机等。
2、 原材料
含水率6%-12%的板条,木质单板(包括中板和表板),胶(尿醛树脂、面粉等),腻子(既可以用滑石粉自配,也可以用邢台九五木业发展中心开发推广的专用腻子膏)。
二、 细木工板的制作方法
1、破板条儿
先用锯将木反截成不大于660毫米的短板,再用压刨将各个短板的2个底面刨平,同时根据板的厚度分类堆放(分垛差为2毫米),然后将刨平的板依次经过多片锯,加工成厚16毫米的板条(这时每垛上的板条的宽与厚分别相等)使其成为规则的长方体板条。
2、 拼板
包括机拼板和手拼板,这里只介绍手拼板。在1个框架中并排码放一排板条,板条应该长短相间,相邻的2个板条的长度差应大于50毫米,然后将这些板条依次平放,确保相接处无缝,所有相接的侧面必须涂有胶液,拼出的板坯要是规则的矩形。
3、 热压
将板坯平稳送入热压机,待压板闭合后人工挤紧板坯(使板坯的1个长边固定,在另1个长边施加外力),在110℃-120℃,压力25兆帕下热压30分钟,取出芯板,打腻子晒干,粘帖中板(每张板坯需胶量为1千克),注意相邻的板皮要相连而不重叠,送入热压机,在110℃-120℃,压力20兆帕下热压15分钟,取出芯板,打腻子,晒干,砂光机砂光。粘帖表板(每张板坯需胶量为1千克,表板皮2张),送入热压机,在110℃-120℃,压力10兆帕下热压10分钟,之后缓缓卸压至0兆帕,取出板坯。
4、 锯边及砂光
将粘帖了板皮的半成品在锯边机上裁成长2440毫米,宽1220毫米,然后经砂光机砂光,砂光后即成为成品。
三、 细木工板的常见缺隐及防止办法
1、 芯板 若个别条子没粘住,是由于板条的宽度不一,或施胶不均匀。若表面不平,凹面用腻子填补,凸面用推刨刨平。
2、中板进压机时留心可防止搭接处错开;均匀涂胶可防止局部开胶;板皮若出现死节及裂缝,大于10毫米的用单板补平,小于10毫米的用腻子填平。
3、 表板
均匀含沙射影胶可防止透胶,透胶造成的污垢要刮掉;中板平整,涂胶均匀,涂胶后立即热压可防止开胶;表板出现裂疑大于1毫米的用单板补平,小于1毫米的用腻子填平;对于已开胶的板,刮掉未粘合的板皮,使其“伤口”形状规划(如三角形、棱形等),再取色泽一致,且与“伤口”全等的“补丁”,小面积开胶用电熨斗热压,大面积开胶须经压机处理。
四、 对成品的保管
分管捆包,防止板面磨损,边角部位应该用遮垫。成品板应存放在干净、能防止日[www.61k.com]晒、雨淋的场所,堆放时板下面必须放置水平的垫脚。运输工具要干净,能防止雨淋和机械磨损。
附: 细木工板生产工艺
一、备料:
1、芯条加工:原木(直径5cm以上、长度不限)→(带锯)薄板→(多片锯)板条→(压刨机)刨平→(烘干窑)干燥。
2、夹心木皮加工:原木(直径18cm以上、长度1.3m)→(旋切机)旋切木皮→干燥。
3、面皮(桃花芯):购买成品。
4、脲醛树脂:(尿素+甲醛)→反应釜加温反应→合成树脂。
二、生产:
1、边条指接:(指接机)指接边条
二 : 主板电源芯片MAX1631工作流程
主板电源芯片MAX1631工作流程如下: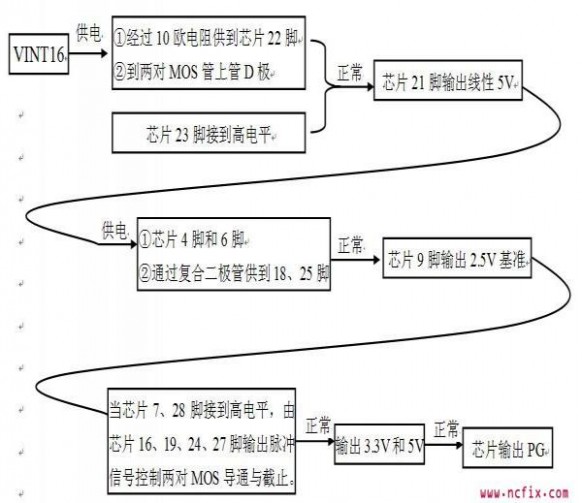
61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1