一 : 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
无锡西姆莱斯钢管有限公司热轧无缝钢管车间
张燕燕 兰兴昌
Hot Rolled Seamless Tube Mill at Wuxi
Seamless Steel Tube CoLtd
Zhang Yanyan and Lan Xingchang
(Beijing Central Iron and Steel Design Institute, Beijing 100053) 无锡西姆莱斯钢管有限公司热轧无缝钢管车间的主要设备是从西班牙TUBACEX引进的1套二手3辊轧管机组。[www.61k.com]工程始建于1994年7月,1996年10月主轧线热负荷试车一次成功。1997年生产热轧无缝钢管约15 000 t,已生产的规格为Φ25~91 mm×2.5~15 mm,生产的品种有石油油管管料、结构管、输送管及轴承管。产品表面质量好、尺寸精度高(壁厚偏差±5%),受到用户好评。
1 车间概况
1.1 产品方案
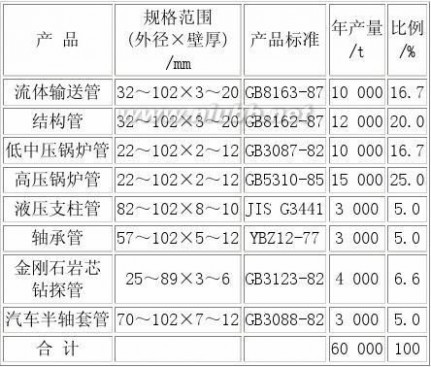
车间年产60 000 t热轧成品无缝钢管,成品规格为直径 Φ22~102 mm,壁厚 2.0~20 mm, 长度 2 000~12 000 mm。产品方案见表1。
表1 热轧无缝钢管品种
Table 1 Products of hot rolled seamless steel tube
无锡不锈钢管 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
1.2 管坯
车间所用管坯为无锡钢厂提供的轧制圆坯:
直径/mm 100
来料长度/mm 2 000~6 000
定尺长度/mm 1 000~2 500
最大定尺坯重/kg 154
2 主要工艺特点及改造措施
2.1 二手设备概况
该轧管机组于1977年建成投产,工艺设备由法国DMS公司与
Vallourec公司联合提供,电气设备由BBC公司提供。[www.61k.com)主要设备包括热轧线上的2辊斜轧穿孔机、Transval型Assel 3辊轧管机、集中差速传动的张力减径机、以及两条钢管精整线。初始设计能力为年产Φ21.3~63.5 mm热轧无缝钢管30 000 t,产品主要是碳钢及低合金钢的锅炉管、汽车用管、石油用管以及少量轴承用管。
机组投产后,TUBACEX厂对这套轧机进行了一系列的技术改造,更换了Assel轧机的减速箱,并将Assel轧机由Transval型改为液压快开型,使生产的最大钢管规格由Φ63.5 mm扩大到Φ102 mm,壁厚由8.0 mm扩大到22.5 mm,轧管机的D/S值也得到相应提高,所用管坯由Φ85 mm变为Φ100 mm,使生产能力有所提高,年产量达到50 000 t,产品品种范围亦有所拓宽,可生产ASTM标准中的T22、T91,API标准中的J55、N80、C75等钢管。由于市场原因和产品结构的调整,该机组于1992年停产。
2.2 机组工艺与设备特点
(1) 管坯加工作业线上设有管坯矫直机、剥皮机及涡流探伤仪,使进入轧线的所有管坯在定尺切割之前全部经过加工,保证管坯质量。
(2) Assel 3辊轧管机是在长芯棒上碾轧钢管,具有便于调整、容易变换规格的特点,因此广泛用于生产中厚壁、多规格、精度高的机械用管和轴承管。该轧机特点:
① 轧管机采用机前传动方式,能够实现芯棒的在线预穿,大大缩短了轧制间歇时间,每小时最多可轧150根。有5~8根芯棒在线循环。 ② Assel轧机由Transval型改为液压快开型,对薄规格钢管轧制到尾部时,由液压系统将轧辊快速打开,避免尾三角的形成。采用这种方式有利于薄壁钢管的生产,扩大了钢管生产范围,D/S值达到31.3。由PLC系统检测钢管尾部并适时打开轧辊,使未经轧制的钢管尾部的长度仅为40 mm。
③ 轧辊直径为330~280 mm,台肩高度达8.5 mm。采用高台肩可实现集中大变形,生产D/S>25的钢管时延伸系数可达4以上。
④ 采用圆盘形机架牌坊,结构简单重量轻;采用碾轧角为“0”的生产工艺(多数3辊轧管机碾轧角为3~5°),使出入口牌坊大小相同,
无锡不锈钢管 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
进一步减轻了轧机重量。[www.61k.com]
(3) 轧管机后配置了张力减径机和大宽度步进式冷床。18机架张力减径机为差动齿轮传动的3辊式,由KOCKS公司设计制造。张力减径机使轧线能够生产小规格的具有更大长度的热轧无缝钢管,可以灵活地调整产品规格并满足用户对长定尺管的要求。但在线设置张力减径机对荒管要求具有更高的壁厚精度。
2.3 二手设备存在的问题及改造措施
(1) 二手设备原管坯加工线与主轧线为连续布置,对管坯100%进行剥皮,尽管这样做可以保证管坯质量,但造成金属消耗过大,收得率降低。为适应本车间来料管坯质量较好的情况,将管坯加工设备改成离线分散布置。
(2) 原有主轧线上Φ8 m中径的环形炉加热能力不足,故新建了中心直径为13 m的环形炉,提高了加热生产能力。原有装出料设施保留,并维持其原有的平面布置方式。
(3) 原有两条精整线上设置了3台钢管矫直机,共用两组上料台架和两组后台横移设备,造成矫直机之间相互干扰,设备利用率低,精整线负荷繁重。重新设计时对原精轧线进行了改造,使两条精整作业线独立布置,小管精整作业线基本按原有设备配置,大管精整线按生产工艺需要,配备了切管倒棱机组及探伤、检查、收集等精整设备。
(4) 西班牙Tubacex厂在主轧跨内布置了主轧线和精整线的全部设备,使平面布置过于拥挤,不利于生产管理;新建车间将精整线与主轧线设置在不同的跨间内,在主轧跨留出了必要的中间存放场地。
(5) 为保证各品种钢管的生产,车间内增设了必要的在线检测设备,并预留了高压锅炉管的热处理炉。
车间设备组成及平面布置见图1。
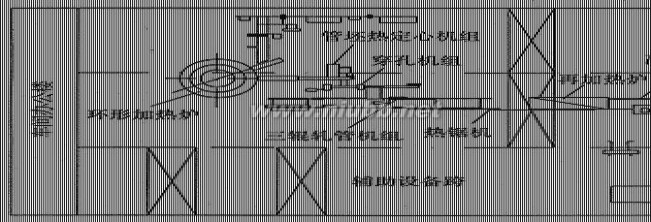
图1 热轧无缝钢管车间平面布置图
Fig.1 General layout of hot rolled seamless tube mill
无锡不锈钢管 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
3 主要设备的技术性能及工艺参数
3.1 环形加热炉
中心直径/mm 13 000 炉膛宽度/mm 3 200 加热管坯直径/mm 100
加热管坯长度/mm 1 000~2 500 管坯出炉温度/℃ 1 150~1 280±10 环形炉产量/t.h-1
燃料
3.2 穿孔机
型式
下采用固定导板
入口管坯规格/mm
管坯最大单重/kg
出口毛管外径/mm
出口毛管壁厚/mm
出口毛管长度/mm
穿孔温度/℃
轧辊直径/mm
轧辊倾角/(°)
主电机(AC)功率/kW
轧辊转数/r.min-1
延伸系数
3.3 轧管机
型式
入口毛管外径/mm
入口毛管壁厚/mm
入口毛管长度/mm
出口荒管外径/mm
出口荒管壁厚/mm
出口荒管长度/mm
轧辊直径/mm
轧辊台肩高度/mm
轧辊倾角/(°)
碾轧角/(°)
芯棒直径/mm
芯棒长度/m
主电机(DC)功率/kW
延伸系数
3.4 再加热炉
型式
有效炉长/m 平均15,最大23.1 重油 曼内斯曼2辊斜轧穿孔,轧辊左右布置,上Φ100×1 000~2 500 154 94~115 10~26.6 3 000~5 000 1 130~1 250 700/560 5~14 1 200 136 1.1~3.07 液压快开型3辊轧管机 94~115 10~26.6 3 000~5 000 76~106.3 2.8~19.65 3 670~13 000 330/280 5~8 0~20 0 58~80 15 1 077 1.26~4.10 步进梁式加热炉 3.6
无锡不锈钢管 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
炉膛内宽/m 14
加热钢管规格/mm Φ76~106.3
钢管出炉温度/℃ 950~1 000
燃料 城市煤气
3.5 张力减径机
型式 KOCKS型3辊式集中差动传动, 配有增厚端控制系统
轧辊直径/mm 270
辊身长度/mm 110
机架间距/mm 260
机架数量/架 18
入口钢管规格/mm Φ76~106.3
入口钢管速度/m.s-1 0.7
出口钢管最大速度/m.s-1 3.5
钢管最大长度/m 60
主电机(AC)功率/kW 285
叠加电机(DC)功率/kW 235
最大延伸系数5.12
4 计算机与电控系统
原二手设备电控系统采用的是BBC公司的电子组件或继电器,技术比较陈旧,本车间建设时全部淘汰,采用了7套GC9C系列可编程序控制器进行控制:
① 管坯锯切与环形炉控制系统;
② 穿孔机与轧管机控制系统;
③ 再加热炉与张力减径机控制系统;
④ 冷床与成排锯控制系统;
⑤ 精整线控制系统;
⑥ 热处理线控制系统(预留);
⑦ 管坯准备区控制系统。[www.61k.com)
采用PLC基础自动化控制全车间的生产过程,可实现轧制过程的连续化和自动化,可对主机的基本工艺参数进行预设定,并具有系统故障诊断与报警功能、CRT画面显示以及生产数据的打印存储功能,并为以后增设过程控制与生产管理级计算机预留了接口。
作者简介:张燕燕,女,45岁,高级工程师。1978年毕业于武汉钢铁学院冶金系轧钢专业。从事冶金企业轧钢车间工程设计。
作者单位:北京钢铁设计研究总院,北京 100053
二 : 热扎无缝钢管:热扎无缝钢管-热轧无缝钢管的工艺流程,热扎无缝钢管-热
热轧无缝钢管是无缝钢管中的一大类,是按生产方法进行划分的。
热轧无缝钢管是无缝钢管中的1大类,是按生产方法进行划分的。热轧是相对于冷轧而言的,冷轧是在常温下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。无缝钢管是相对与焊接钢管而言的,无缝钢管通常由圆钢穿孔再加工制成,焊接钢管通常由钢板通过不同方式焊接而成。
热扎_热扎无缝钢管 -热轧无缝钢管的工艺流程
热轧无缝钢管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。最后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
工艺流程概述
热轧无缝钢管:圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
热扎_热扎无缝钢管 -热轧无缝钢管的种类及执行标准
1.结构用无缝钢管(GBT8162-1999)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢、20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。 2.输送流体用无缝钢管(GBT8163-1999)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。代表材质为10、20号钢。
4. 高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。代表材质为20G、12Cr1MoVG、15CrMoG等。 5. 高压化肥设备用无缝钢管(GB1479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。代表材质为20、16Mn、12CrMo、12Cr2Mo等。
6.石油裂化用无缝钢管(GB9948-1988)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
7.地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。
8.金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。
9.石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝2种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。
10.船舶用碳钢和碳锰钢无缝钢管(G B5312-1999)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。代表材质为360、410、460钢级等。
11.汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。
12.柴油机用高压油管(GB3093-86)是制造柴油机喷射系统高压管用的冷拔无缝钢管。
13.结构用不锈钢无缝钢管(GB/T14975-1994)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。
14.流体输送用不锈钢无缝钢管(GB/T14976-1994)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。
15.气瓶用无缝钢管(G B18248-2000)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。
热扎_热扎无缝钢管 -热轧无缝钢管的优缺点
优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多;
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
3.热轧的钢材产品,对于厚度和边宽这方面不好控制。我们熟知热胀冷缩,由于开始之际热轧出来即使是长度、厚度都达标,最后冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚表现的越明显。所以对于大号的钢材,对于钢材的边宽、厚度、长度,角度,以及边线都没法要求太精确。
热扎_热扎无缝钢管 -热轧无缝钢管尺寸规格表及理论重量表
单位:Kg/m壁厚 外径33.544.555.56322.1462.4602.7623.0523.3293.5943.847382.5892.9783.3543.7184.0694.4084.735422.8853.3233.7494.1624.5624.9515.327453.1073.5824.0444.4954.9325.3585.771503.4774.0144.5385.0495.5496.0366.511543.7734.3594.9325.4936.0426.5787.103573.9954.6185.2285.8266.4126.9857.546604.2174.8775.5246.1596.7827.3927.99063.54.4765.1795.8696.5487.2147.8678.508684.8095.5676.3137.0477.7688.4779.174704.9575.7406.5117.2698.0158.7499.470735.1795.9996.8077.6028.3859.1569.914765.4016.2587.1037.9358.7559.56310.358896.3637.3808.3859.37810.35811.32612.2811087.7689.02010.25911.48612.70113.90315.09313311.17812.72514.26115.78317.29418.792
15913.42215.29017.14618.98920.82122.639
21918.60121.20923.80526.38828.95931.517
27323.26226.53629.79733.04636.28339.508
32527.75031.66535.56839.45843.33747.202
35538.89743.15847.40651.641
37741.33945.87150.39054.897
42646.77751.91357.03662.147
450
480
530
630
单位:Kg/m
壁厚 外径6.5788.591012324.088
385.049
425.691
456.172
506.9737.4238.2868.699
547.6148.1149.0759.538
578.0958.6329.66710.167
608.5769.14910.25910.796
63.59.1379.75410.95011.529
689.85810.53011.83812.473
7010.17910.87612.23212.89213.53914.79717.1647310.66011.39412.82413.52114.20515.53718.0527611.14111.91213.41614.15014.87116.27718.9408913.22514.15615.98116.87517.75619.48322.78710816.27017.43619.72920.85821.97324.16828.41013320.27821.75124.66226.09827.52230.33435.80915924.44626.24029.79131.54833.29336.74643.50321934.06436.59841.62944.12646.61051.54361.25927342.72045.92052.28355.44558.59664.86077.24032551.05654.89762.54266.34670.13777.68492.62935555.86560.07668.46072.63476.79685.082101.50737759.39163.87372.80177.24681.67990.508108.01842667.24672.33282.46887.51892.555102.592122.51945071.09376.47587.20392.54997.882108.511129.62148075.90281.65493.12298.837104.540115.909138.49953083.91790.286102.987109.319115.638128.240153.29663099.947107.549122.716130.281137.833152.902182.890
热扎_热扎无缝钢管 -热轧无缝钢管理论重量计算公式
对于表格中没有的规格,可通过以下公式计算求得理论重量。
钢管每米的理论重量(钢的密度为7.85kg/dm3)计算公式:
W=0.02466(D-S)S
式中:W--钢管每米理论重量,kg/m; D--钢管的公称外径,mm; S--钢管的公称壁厚,mm。
三 : 无锡西姆莱斯钢管有限公司热轧无缝钢管车间
无锡西姆莱斯钢管有限公司热轧无缝钢管车间
张燕燕 兰兴昌
Hot Rolled Seamless Tube Mill at Wuxi
Seamless Steel Tube CoLtd
Zhang Yanyan and Lan Xingchang
(Beijing Central Iron and Steel Design Institute, Beijing 100053) 无锡西姆莱斯钢管有限公司热轧无缝钢管车间的主要设备是从西班牙TUBACEX引进的1套二手3辊轧管机组。工程始建于1994年7月,1996年10月主轧线热负荷试车一次成功。1997年生产热轧无缝钢管约15 000 t,已生产的规格为Φ25~91 mm×2.5~15 mm,生产的品种有石油油管管料、结构管、输送管及轴承管。产品表面质量好、尺寸精度高(壁厚偏差±5%),受到用户好评。
1 车间概况
1.1 产品方案
车间年产60 000 t热轧成品无缝钢管,成品规格为直径 Φ22~102 mm,壁厚 2.0~20 mm, 长度 2 000~12 000 mm。产品方案见表1。
表1 热轧无缝钢管品种
Table 1 Products of hot rolled seamless steel tube
1.2 管坯
车间所用管坯为无锡钢厂提供的轧制圆坯:
直径/mm 100
来料长度/mm 2 000~6 000
定尺长度/mm 1 000~2 500
最大定尺坯重/kg 154
2 主要工艺特点及改造措施
2.1 二手设备概况
该轧管机组于1977年建成投产,工艺设备由法国DMS公司与
Vallourec公司联合提供,电气设备由BBC公司提供。主要设备包括热轧线上的2辊斜轧穿孔机、Transval型Assel 3辊轧管机、集中差速传动的张力减径机、以及两条钢管精整线。初始设计能力为年产Φ21.3~63.5 mm热轧无缝钢管30 000 t,产品主要是碳钢及低合金钢的锅炉管、汽车用管、石油用管以及少量轴承用管。
机组投产后,TUBACEX厂对这套轧机进行了一系列的技术改造,更换了Assel轧机的减速箱,并将Assel轧机由Transval型改为液压快开型,使生产的最大钢管规格由Φ63.5 mm扩大到Φ102 mm,壁厚由8.0 mm扩大到22.5 mm,轧管机的D/S值也得到相应提高,所用管坯由Φ85 mm变为Φ100 mm,使生产能力有所提高,年产量达到50 000 t,产品品种范围亦有所拓宽,可生产ASTM标准中的T22、T91,API标准中的J55、N80、C75等钢管。由于市场原因和产品结构的调整,该机组于1992年停产。
2.2 机组工艺与设备特点
(1) 管坯加工作业线上设有管坯矫直机、剥皮机及涡流探伤仪,使进入轧线的所有管坯在定尺切割之前全部经过加工,保证管坯质量。
(2) Assel 3辊轧管机是在长芯棒上碾轧钢管,具有便于调整、容易变换规格的特点,因此广泛用于生产中厚壁、多规格、精度高的机械用管和轴承管。该轧机特点:
① 轧管机采用机前传动方式,能够实现芯棒的在线预穿,大大缩短了轧制间歇时间,每小时最多可轧150根。有5~8根芯棒在线循环。 ② Assel轧机由Transval型改为液压快开型,对薄规格钢管轧制到尾部时,由液压系统将轧辊快速打开,避免尾三角的形成。采用这种方式有利于薄壁钢管的生产,扩大了钢管生产范围,D/S值达到31.3。由PLC系统检测钢管尾部并适时打开轧辊,使未经轧制的钢管尾部的长度仅为40 mm。
③ 轧辊直径为330~280 mm,台肩高度达8.5 mm。采用高台肩可实现集中大变形,生产D/S>25的钢管时延伸系数可达4以上。
④ 采用圆盘形机架牌坊,结构简单重量轻;采用碾轧角为“0”的生产工艺(多数3辊轧管机碾轧角为3~5°),使出入口牌坊大小相同,
进一步减轻了轧机重量。
(3) 轧管机后配置了张力减径机和大宽度步进式冷床。18机架张力减径机为差动齿轮传动的3辊式,由KOCKS公司设计制造。张力减径机使轧线能够生产小规格的具有更大长度的热轧无缝钢管,可以灵活地调整产品规格并满足用户对长定尺管的要求。但在线设置张力减径机对荒管要求具有更高的壁厚精度。
2.3 二手设备存在的问题及改造措施
(1) 二手设备原管坯加工线与主轧线为连续布置,对管坯100%进行剥皮,尽管这样做可以保证管坯质量,但造成金属消耗过大,收得率降低。为适应本车间来料管坯质量较好的情况,将管坯加工设备改成离线分散布置。
(2) 原有主轧线上Φ8 m中径的环形炉加热能力不足,故新建了中心直径为13 m的环形炉,提高了加热生产能力。原有装出料设施保留,并维持其原有的平面布置方式。
(3) 原有两条精整线上设置了3台钢管矫直机,共用两组上料台架和两组后台横移设备,造成矫直机之间相互干扰,设备利用率低,精整线负荷繁重。重新设计时对原精轧线进行了改造,使两条精整作业线独立布置,小管精整作业线基本按原有设备配置,大管精整线按生产工艺需要,配备了切管倒棱机组及探伤、检查、收集等精整设备。
(4) 西班牙Tubacex厂在主轧跨内布置了主轧线和精整线的全部设备,使平面布置过于拥挤,不利于生产管理;新建车间将精整线与主轧线设置在不同的跨间内,在主轧跨留出了必要的中间存放场地。
(5) 为保证各品种钢管的生产,车间内增设了必要的在线检测设备,并预留了高压锅炉管的热处理炉。
车间设备组成及平面布置见图1。

图1 热轧无缝钢管车间平面布置图
Fig.1 General layout of hot rolled seamless tube mill
3 主要设备的技术性能及工艺参数
3.1 环形加热炉
中心直径/mm 13 000 炉膛宽度/mm 3 200 加热管坯直径/mm 100
加热管坯长度/mm 1 000~2 500 管坯出炉温度/℃ 1 150~1 280±10 环形炉产量/t.h-1
燃料
3.2 穿孔机
型式
下采用固定导板
入口管坯规格/mm
管坯最大单重/kg
出口毛管外径/mm
出口毛管壁厚/mm
出口毛管长度/mm
穿孔温度/℃
轧辊直径/mm
轧辊倾角/(°)
主电机(AC)功率/kW
轧辊转数/r.min-1
延伸系数
3.3 轧管机
型式
入口毛管外径/mm
入口毛管壁厚/mm
入口毛管长度/mm
出口荒管外径/mm
出口荒管壁厚/mm
出口荒管长度/mm
轧辊直径/mm
轧辊台肩高度/mm
轧辊倾角/(°)
碾轧角/(°)
芯棒直径/mm
芯棒长度/m
主电机(DC)功率/kW
延伸系数
3.4 再加热炉
型式
有效炉长/m 平均15,最大23.1 重油 曼内斯曼2辊斜轧穿孔,轧辊左右布置,上Φ100×1 000~2 500 154 94~115 10~26.6 3 000~5 000 1 130~1 250 700/560 5~14 1 200 136 1.1~3.07 液压快开型3辊轧管机 94~115 10~26.6 3 000~5 000 76~106.3 2.8~19.65 3 670~13 000 330/280 5~8 0~20 0 58~80 15 1 077 1.26~4.10 步进梁式加热炉 3.6
炉膛内宽/m 14
加热钢管规格/mm Φ76~106.3
钢管出炉温度/℃ 950~1 000
燃料 城市煤气
3.5 张力减径机
型式 KOCKS型3辊式集中差动传动, 配有增厚端控制系统
轧辊直径/mm 270
辊身长度/mm 110
机架间距/mm 260
机架数量/架 18
入口钢管规格/mm Φ76~106.3
入口钢管速度/m.s-1 0.7
出口钢管最大速度/m.s-1 3.5
钢管最大长度/m 60
主电机(AC)功率/kW 285
叠加电机(DC)功率/kW 235
最大延伸系数5.12
4 计算机与电控系统
原二手设备电控系统采用的是BBC公司的电子组件或继电器,技术比较陈旧,本车间建设时全部淘汰,采用了7套GC9C系列可编程序控制器进行控制:
① 管坯锯切与环形炉控制系统;
② 穿孔机与轧管机控制系统;
③ 再加热炉与张力减径机控制系统;
④ 冷床与成排锯控制系统;
⑤ 精整线控制系统;
⑥ 热处理线控制系统(预留);
⑦ 管坯准备区控制系统。
采用PLC基础自动化控制全车间的生产过程,可实现轧制过程的连续化和自动化,可对主机的基本工艺参数进行预设定,并具有系统故障诊断与报警功能、CRT画面显示以及生产数据的打印存储功能,并为以后增设过程控制与生产管理级计算机预留了接口。
作者简介:张燕燕,女,45岁,高级工程师。1978年毕业于武汉钢铁学院冶金系轧钢专业。从事冶金企业轧钢车间工程设计。
作者单位:北京钢铁设计研究总院,北京 100053
四 : 热扎无缝钢管的热轧无缝钢管尺寸规格表及理论重量表
热扎无缝钢管 -热轧无缝钢管尺寸规格表及理论重量表单位:Kg/m 壁厚 外径33.544.555.56322.1462.4602.7623.0523.3293.5943.847382.5892.9783.3543.7184.0694.4084.735422.8853.3233.7494.1624.5624.9515.327453.1073.5824.0444.4954.9325.3585.771503.4774.0144.5385.0495.5496.0366.511543.7734.3594.9325.4936.0426.5787.103573.9954.6185.2285.8266.4126.9857.546604.2174.8775.5246.1596.7827.3927.99063.54.4765.1795.8696.5487.2147.8678.508684.8095.5676.3137.0477.7688.4779.174704.9575.7406.5117.2698.0158.7499.470735.1795.9996.8077.6028.3859.1569.914765.4016.2587.1037.9358.7559.56310.358896.3637.3808.3859.37810.35811.32612.2811087.7689.02010.25911.48612.70113.90315.09313311.17812.72514.26115.78317.29418.792
15913.42215.29017.14618.98920.82122.639
21918.60121.20923.80526.38828.95931.517
27323.26226.53629.79733.04636.28339.508
32527.75031.66535.56839.45843.33747.202
35538.89743.15847.40651.641
37741.33945.87150.39054.897
42646.77751.91357.03662.147
450
480
530
630
单位:Kg/m
壁厚 外径6.5788.591012324.088
385.049
425.691
456.172
506.9737.4238.2868.699
547.6148.1149.0759.538
578.0958.6329.66710.167
608.5769.14910.25910.796
63.59.1379.75410.95011.529
689.85810.53011.83812.473
7010.17910.87612.23212.89213.53914.79717.1647310.66011.39412.82413.52114.20515.53718.0527611.14111.91213.41614.15014.87116.27718.9408913.22514.15615.98116.87517.75619.48322.78710816.27017.43619.72920.85821.97324.16828.41013320.27821.75124.66226.09827.52230.33435.80915924.44626.24029.79131.54833.29336.74643.50321934.06436.59841.62944.12646.61051.54361.25927342.72045.92052.28355.44558.59664.86077.24032551.05654.89762.54266.34670.13777.68492.62935555.86560.07668.46072.63476.79685.082101.50737759.39163.87372.80177.24681.67990.508108.01842667.24672.33282.46887.51892.555102.592122.51945071.09376.47587.20392.54997.882108.511129.62148075.90281.65493.12298.837104.540115.909138.49953083.91790.286102.987109.319115.638128.240153.29663099.947107.549122.716130.281137.833152.902182.890
61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1