一 : 选择性波峰焊工艺研究要点
No.4,2011

现代商贸工业
ModernBusinessTradeIndustr y
2011年第4期
选择性波峰焊工艺研究要点
管良梅
()国电南瑞科技股份有限公司,江苏南京210061
摘 要:主要介绍了选择性波峰焊的现状,分析了选择性波峰焊的工艺特点,提出了进行选择性波峰焊工艺研究的要点。
关键词:选择性波峰焊—SelectiveSolderinSstems gy
()中图分类号:TB 文献标识码:A 文章编号:16723198201104029102---回流焊工艺已 随着电子元器件朝着小型化方向发展,
经成为大批量生产的主流。但有些行业如电力系统、汽车电子等,由于高可靠性的要求,尽管很多原本为通孔焊接的元器件已改成适合回流焊的表贴器件,仍有些器件如开关、变压器、散热器、连接器及一些插座等还是通孔封装,而且通孔元器件将与表贴器件共存。在相当长的一段时期内,
传统的通孔元器件的焊接主要采用手工焊、波峰焊两种焊接技术,他们的特点各不相同。手工焊接由于成本低、灵活
至今仍被广泛采用,但是,在可靠性要求高、焊性高等优势,
接难度大的一些应用中,受到了相当程度的制约;波峰焊在
通孔元器件焊接中具有生产效率高和产量大等优点,但往往是一块板子上大部分已经是表贴器件,只有少量通孔器
而这些通孔器件在回流焊之后很难用普通的波峰焊直件,
接焊接。
1 选择性波峰焊现状
随着通孔元器件(尤其是大热容量或细间距元器件)的焊接难度越来越大,特别是对无铅和高可靠性要求的产品,手工焊的焊接品质已不能符合高品质电装生产的要求,波峰焊在具体使用中又不能完全满足小批量多品种的生产应
选择性波峰焊的应用在最近几年得到了飞速的发展。用,
从发展的角度来看,未来的通孔器件焊接在整个电装行业的焊接比例会越来越少,但对通孔焊接品质的要求会越来越高,这与选择性波峰焊设备本身的特点是完全吻合的。因此,未来在单一品种、大批量、普通品质要求的行业中,波止因管路漏气而降低整个系统的真空度。整个管路安装完毕后,应进行试抽,检查有无漏气、淤塞情况,出水是否正常,如有异常情况应立即进行检修,检修后压力表在0.
,,真空度不低于6表明系统正常可2MPa0MPa15MPa~0.
以使用。
4.3 降水系统使用
试抽没问题后即可正式投入使用,使用时应连续不断
图2 无压完整井涌水量计算简图的抽水,并配备备用电源以防断电,正常出水规律是“先大
(),先浑后清”一般抽水3~5天后,水位下降,漏斗基本+8=+8=48.6根,后小, 井点管布置数量N=
D1.6趋于稳定,此时可在基坑中央试探性的开挖,查看水位是否
。取5根0进行承台降到理想位置。若达到预想效果则可进行开挖,
4 井点降水方案实施施工,待承台混凝土拆模后即可拆除井点管回填基坑,注意4.1 井点管埋设在承台拆模前降水必须连续进行。
井点管数量及间距确定后,采用70mm的冲水管进行5井点降水须注意问题 冲孔,冲水管压力使用高压泵循环抽送,水压控制在0.
井点降水在降低地下水位后,土层会产生固结,即会在
冲孔时冲管要垂直插入土中,并做上5MPa之间,2MPa~0.抽水影响半径范围内引起地面沉降,将对周围已有的地面
,,下左右摆动加剧砂土的松动冲击孔的成孔直径为150mm建筑物带来一定程度的危害。为避免因抽水而引起周围建,,,保证管壁与井点管间隙以便于填充砂石冲孔00mm~2筑发生沉降,可采用回灌的方式对基坑外的地下水进行补
以防止冲击套深度要比滤管设计安装的位置深50㎝以上,给,该方法就是在抽水影响半径范围内建筑物的附近预先
管提升拔出时部分孔口土塌落,保证滤管底部能存足够的
冲一排孔,勘查记录好降水前的水位,在进行抽水降水的同
。,砂石孔冲好后将Ф15mm~Ф30mm的胶管插入冲好的时向这些预留的孔内灌水,保持孔内水位与降水前相同,以孔底部进行注水清洗,直到流出清水为止,冲孔应逐根进行
此来防止因水位下降引起地面沉降给已有建筑物带来危
清洗,避免出现“死井”现象。孔清洗好后,将井点管插入,
害。本工程处于河滩地区,周围无其它建筑物,基础均为深
插到设计位置后,采用砂砾对井点管与孔之间的间隙进行
桩基础,不会受沉降影响,因此不需进行回灌处理。
填充,填充至地下水位标高后改用粘土进行堵塞,以防漏气
参考文献影响真空度。
4.2 管路安装及检查
井点管埋设完毕接通总管,总管铺设在井点管外侧50㎝处,铺设前应先挖设沟槽,将配好的总管逐根放入沟内,总管与总管间采用法兰盘进行连接,连接时添加橡胶密封圈;总管与井点管间用胶管连接好,并用铁丝绑扎牢固,防
[]王秀丽.]井点降水方法在工程中的应用[科技信息,1J.2009,
():18349.[]曾卫兵,]夏蓉.井点降水技术在桥梁深基坑中的应用[山西建2J.
():筑,2009,9325326.-
—291—
No.4,2011
现代商贸工业
ModernBusinessTradeIndustr y
2011年第4期
峰焊的应用还会继续存在,但在电力、工控、汽车电子、军工
以及通讯等行业,
选择性波峰焊的应用,将会越来越普遍地代替手工焊和波峰焊,成为通孔器件焊接的主流手段。
选择性波峰焊作为一个比较特殊的焊接设备,目前成熟的生产厂家并不多见,在国内几乎还是一个空白,即便在国际上,除了德国ERSA以外,还有德国的SEHO、荷兰的Vitronic
Soltec等少数几家公司。德国ERSA在1995年发明了全世界的第一台选择性波峰焊,
之后其他几家公司也相继开发了类似的设备,
这些设备目前的主要市场还是在欧美等国,近两三年来在国内才逐渐开始流行起来,主要集
中在电力、工控、军工、通讯和汽车电子行业等。选择性波峰焊弥补了波峰焊的不足,它可以保护表面贴装元件来实现对插装元件焊接,大幅度降低生产工序和周期时间。选择性波峰焊可以在同一时间内完成所有的焊
点,
使生产成本降到最低,同时又克服了回流焊对温度敏感元件造成影响的问题,选择性波峰焊还能够与将来的无铅焊兼容。与波峰焊相比,选择性焊接工艺也具有更多的优势,一方面,由于可以对逐个焊点或器件进行精确的参数设定,焊接缺陷几乎不存在了;另一方面,精确设置过的助焊剂喷涂,只施于焊盘和引脚上,可以确保PCB板的高洁净度,无须另外清洗。
选择性波峰焊工艺特点
选择性波峰焊工艺不仅可作为波峰焊的一种取代,而且其也为电子产品设计的创新提供了一种全新的焊接方
法。而它作为一种全新的焊接手段,
具有其特殊性,需要专用的加工方法及焊接工具,并且在所有的焊接工艺中,选择
性波峰焊是要求最高的工艺,它需要很多经验以及有关于工艺本身和相关材料的研究。
选择性波峰焊作为新引进的工艺,具有先进性、复杂性
和智能化高的特点,在工艺、维护等方面与原有工艺发生了很大的变化。例如,
合理的印制板布局和焊接喷嘴设计可以显著提高选择性波峰焊工艺的质量和成本结构;焊盘的形状和它们之间的间距如果采用了合理的设计,就会大大降低短路缺陷发生的可能性;焊盘和邻近不被润湿的焊盘之间的距离设计,也需要遵循一定的规则;引脚之间的距离和引脚的长度,也同样需要加以考虑。如果按照传统的工艺实施,
必然会带来高成本,低效率等问题。对选择性波峰焊进行工艺研究,找到合适的工艺手段,是十分必要的。对选择性波峰焊进行工艺研究,不仅为选择性波峰焊工艺的稳定性与可靠性奠定坚实的理论和实践基础,也为PCB的设计者缩小产品尺寸、降低生产成本、提高焊接质量提供了新的工艺途径。
选择性波峰焊工艺研究要点
选择性波峰焊是为了满足通孔元器件焊接发展要求而发明的一种特殊形式的波峰焊。选择性波峰焊一般由助焊剂喷涂、预热和焊接三个模块构成。通过设备编程装置,助焊剂喷涂模块可对每个焊点依次完成助焊剂选择性喷涂,经预热模块预热后,再由焊接模块对每个焊点逐点完成焊接。开展选择性波峰焊的工艺研究,其指导思想是在在开发阶段优化PCB布线设计,
在实际生产中优化生产工艺。选择性波峰焊工艺可从以下几个主要方面进行重点研究:.1 选择性波峰焊对PCB lay
out的要求研究表明,合理的印制板布局可以显著提高选择性波峰焊工艺的质量和成本结构,合理的印制板设计也可以有
—292—
效降低锡珠缺陷的产生。如对焊点周围间隙的合理控制可
有效避免在选择性焊接工艺中发生问题;
正确的器件引脚长度、引脚直径和通孔之间的正确比例可改善孔填充效率;
正确的器件引脚长度还可降低桥接缺陷产生的风险。根据各公司的产品特点制作一些试验板进行试验验证,制定选择性波峰焊对PCB layout的要求,形成设计规范,是事半功倍的事情。
3.2 选择性波峰焊喷嘴的选择
选择合适的焊接喷嘴,可以避免在选择性焊接工艺中发生焊接缺陷。采用特殊设计的焊接喷嘴可以帮助减少桥接缺陷。焊接喷嘴的形状或尺寸以及所采用的技术(比如
润湿性和非润湿性焊接喷嘴)
的设计也是重要的考虑因素。新增的创新功能,比如“去桥接刀”(debridging
Knives),可以有效降低桥接缺陷的形成,特别是在浸焊工艺中。针对公司产品特点合理选择焊接喷嘴进行点焊或拖焊,对批量大的产品制作一些夹具进行浸焊,不仅能大大提高效率,产品质量的一致性也得到了有效控制。
3.3 选择性波峰焊的编程
选择性波峰焊可通过编程有所选择地焊接通孔器件,高端的选择性波峰焊,焊料喷嘴还可移动到特定的位置,能够对大小不同的焊点进行个性化编程。由于是逐点焊接,产能低是选择性波峰焊的致命弱点,合理的编程,不仅可确保每个焊点都对应最适合定的焊接工艺,并能有效的优化路径,提高产能效率。3.4 选择性波峰焊工艺参数的设定
在选择性焊接工艺中,虽然只有通孔器件被焊接,但焊接过程不可避免地对周边邻近SMD器件及PCB基材产生影响,如何使这种影响减小到最低程度显得尤为重要。选择性波峰焊的工艺流程包括:助焊剂喷涂,PCB预热、浸焊和拖焊。因此如何使用系统软件进行优化设置,将设备调整到实际最佳状态是研究的重点。一般助焊剂工艺是使用一个下沉式喷射系统,焊接过程是在可控制的氮气保护环境下进行的,
控制焊接质量的关键因子是助焊剂喷涂量(mg/cm2
),预热温度(℃),焊料温度(℃),拖曳速度(mm/sec)等。3.5 选择性波峰焊辅材
选择性波峰焊对各种PCB及器件,焊接工具是专用定制,规格的变化也大。这也可看作选择性波峰焊增加成本的缺点,
所以焊接工具应创新及可变性,具有更大的灵活性能满足各种PCB设计的要求。实践证明,通过研究选择性焊接的关键工艺技术,分析目前公司PCB设计现状,通过制作试验板进行试验验证,制定选择性波峰焊对PCB lay
out的要求;引进消化吸收国际先进的选择性波峰焊制造工艺、设计方法和工艺手段,通过设定不同的工艺参数、选择不同的喷嘴、辅材,进行一系列的试验验证,制定选择性波峰焊喷嘴的应用原则、编程方法以及波峰焊辅材的选择原则,可有效降低生产成本、提升产品质量,并能使先进设备得到更加充分的利用。参考文献
[1]Reiner Zoch,Christian
Ott—SEHO.选择性焊接工艺的优化[J].电子组装技术,2009,(10):21-23.[2]谢健浩.选择焊-实现通孔器件焊接的零缺陷[D].2009中国高
端SMT学术会议讨论文集,2009:292-
298.233
二 : 选择性波峰焊工艺研究要点
No.4,2011
?????????????????????????????????????????????????????????????????????????????????????????????????????????????????
现代商贸工业
ModernBusinessTradeIndustr y
2011年第4期
选择性波峰焊工艺研究要点
管良梅
()国电南瑞科技股份有限公司,江苏南京210061
摘 要:主要介绍了选择性波峰焊的现状,分析了选择性波峰焊的工艺特点,提出了进行选择性波峰焊工艺研究的要点。[www.61k.com)
关键词:选择性波峰焊—SelectiveSolderinSstems gy
()中图分类号:TB 文献标识码:A 文章编号:16723198201104029102---回流焊工艺已 随着电子元器件朝着小型化方向发展,
经成为大批量生产的主流。但有些行业如电力系统、汽车电子等,由于高可靠性的要求,尽管很多原本为通孔焊接的元器件已改成适合回流焊的表贴器件,仍有些器件如开关、变压器、散热器、连接器及一些插座等还是通孔封装,而且通孔元器件将与表贴器件共存。在相当长的一段时期内,
传统的通孔元器件的焊接主要采用手工焊、波峰焊两种焊接技术,他们的特点各不相同。手工焊接由于成本低、灵活
至今仍被广泛采用,但是,在可靠性要求高、焊性高等优势,
接难度大的一些应用中,受到了相当程度的制约;波峰焊在
通孔元器件焊接中具有生产效率高和产量大等优点,但往往是一块板子上大部分已经是表贴器件,只有少量通孔器
而这些通孔器件在回流焊之后很难用普通的波峰焊直件,
接焊接。
1 选择性波峰焊现状
随着通孔元器件(尤其是大热容量或细间距元器件)的焊接难度越来越大,特别是对无铅和高可靠性要求的产品,手工焊的焊接品质已不能符合高品质电装生产的要求,波峰焊在具体使用中又不能完全满足小批量多品种的生产应
选择性波峰焊的应用在最近几年得到了飞速的发展。用,
从发展的角度来看,未来的通孔器件焊接在整个电装行业的焊接比例会越来越少,但对通孔焊接品质的要求会越来越高,这与选择性波峰焊设备本身的特点是完全吻合的。因此,未来在单一品种、大批量、普通品质要求的行业中,波止因管路漏气而降低整个系统的真空度。整个管路安装完毕后,应进行试抽,检查有无漏气、淤塞情况,出水是否正常,如有异常情况应立即进行检修,检修后压力表在0.
,,真空度不低于6表明系统正常可2MPa0MPa15MPa~0.
以使用。
4.3 降水系统使用
试抽没问题后即可正式投入使用,使用时应连续不断
图2 无压完整井涌水量计算简图的抽水,并配备备用电源以防断电,正常出水规律是“先大
(),先浑后清”一般抽水3~5天后,水位下降,漏斗基本+8=+8=48.6根,后小, 井点管布置数量N=
D1.6趋于稳定,此时可在基坑中央试探性的开挖,查看水位是否
。取5根0进行承台降到理想位置。若达到预想效果则可进行开挖,
4 井点降水方案实施施工,待承台混凝土拆模后即可拆除井点管回填基坑,注意4.1 井点管埋设在承台拆模前降水必须连续进行。
井点管数量及间距确定后,采用70mm的冲水管进行5井点降水须注意问题 冲孔,冲水管压力使用高压泵循环抽送,水压控制在0.
井点降水在降低地下水位后,土层会产生固结,即会在
冲孔时冲管要垂直插入土中,并做上5MPa之间,2MPa~0.抽水影响半径范围内引起地面沉降,将对周围已有的地面
,,下左右摆动加剧砂土的松动冲击孔的成孔直径为150mm建筑物带来一定程度的危害。为避免因抽水而引起周围建,,,保证管壁与井点管间隙以便于填充砂石冲孔00mm~2筑发生沉降,可采用回灌的方式对基坑外的地下水进行补
以防止冲击套深度要比滤管设计安装的位置深50㎝以上,给,该方法就是在抽水影响半径范围内建筑物的附近预先
管提升拔出时部分孔口土塌落,保证滤管底部能存足够的
冲一排孔,勘查记录好降水前的水位,在进行抽水降水的同
。,砂石孔冲好后将Ф15mm~Ф30mm的胶管插入冲好的时向这些预留的孔内灌水,保持孔内水位与降水前相同,以孔底部进行注水清洗,直到流出清水为止,冲孔应逐根进行
此来防止因水位下降引起地面沉降给已有建筑物带来危
清洗,避免出现“死井”现象。孔清洗好后,将井点管插入,
害。本工程处于河滩地区,周围无其它建筑物,基础均为深
插到设计位置后,采用砂砾对井点管与孔之间的间隙进行
桩基础,不会受沉降影响,因此不需进行回灌处理。
填充,填充至地下水位标高后改用粘土进行堵塞,以防漏气
参考文献影响真空度。
4.2 管路安装及检查
井点管埋设完毕接通总管,总管铺设在井点管外侧50㎝处,铺设前应先挖设沟槽,将配好的总管逐根放入沟内,总管与总管间采用法兰盘进行连接,连接时添加橡胶密封圈;总管与井点管间用胶管连接好,并用铁丝绑扎牢固,防
[]王秀丽.]井点降水方法在工程中的应用[科技信息,1J.2009,
():18349.[]曾卫兵,]夏蓉.井点降水技术在桥梁深基坑中的应用[山西建2J.
():筑,2009,9325326.-
—291—
选择性波峰焊 选择性波峰焊工艺研究要点
No.4,2011
?????????????????????????????????????????????????????????????????????????????????????????????????????????????????
现代商贸工业
ModernBusinessTradeIndustr y
2011年第4期
峰焊的应用还会继续存在,但在电力、工控、汽车电子、军工
以及通讯等行业,
选择性波峰焊的应用,将会越来越普遍地代替手工焊和波峰焊,成为通孔器件焊接的主流手段。(www.61k.com]
选择性波峰焊作为一个比较特殊的焊接设备,目前成熟的生产厂家并不多见,在国内几乎还是一个空白,即便在国际上,除了德国ERSA以外,还有德国的SEHO、荷兰的Vitronic
Soltec等少数几家公司。德国ERSA在1995年发明了全世界的第一台选择性波峰焊,
之后其他几家公司也相继开发了类似的设备,
这些设备目前的主要市场还是在欧美等国,近两三年来在国内才逐渐开始流行起来,主要集
中在电力、工控、军工、通讯和汽车电子行业等。选择性波峰焊弥补了波峰焊的不足,它可以保护表面贴装元件来实现对插装元件焊接,大幅度降低生产工序和周期时间。选择性波峰焊可以在同一时间内完成所有的焊
点,
使生产成本降到最低,同时又克服了回流焊对温度敏感元件造成影响的问题,选择性波峰焊还能够与将来的无铅焊兼容。与波峰焊相比,选择性焊接工艺也具有更多的优势,一方面,由于可以对逐个焊点或器件进行精确的参数设定,焊接缺陷几乎不存在了;另一方面,精确设置过的助焊剂喷涂,只施于焊盘和引脚上,可以确保PCB板的高洁净度,无须另外清洗。
选择性波峰焊工艺特点
选择性波峰焊工艺不仅可作为波峰焊的一种取代,而且其也为电子产品设计的创新提供了一种全新的焊接方
法。而它作为一种全新的焊接手段,
具有其特殊性,需要专用的加工方法及焊接工具,并且在所有的焊接工艺中,选择
性波峰焊是要求最高的工艺,它需要很多经验以及有关于工艺本身和相关材料的研究。
选择性波峰焊作为新引进的工艺,具有先进性、复杂性
和智能化高的特点,在工艺、维护等方面与原有工艺发生了很大的变化。例如,
合理的印制板布局和焊接喷嘴设计可以显著提高选择性波峰焊工艺的质量和成本结构;焊盘的形状和它们之间的间距如果采用了合理的设计,就会大大降低短路缺陷发生的可能性;焊盘和邻近不被润湿的焊盘之间的距离设计,也需要遵循一定的规则;引脚之间的距离和引脚的长度,也同样需要加以考虑。如果按照传统的工艺实施,
必然会带来高成本,低效率等问题。对选择性波峰焊进行工艺研究,找到合适的工艺手段,是十分必要的。对选择性波峰焊进行工艺研究,不仅为选择性波峰焊工艺的稳定性与可靠性奠定坚实的理论和实践基础,也为PCB的设计者缩小产品尺寸、降低生产成本、提高焊接质量提供了新的工艺途径。
选择性波峰焊工艺研究要点
选择性波峰焊是为了满足通孔元器件焊接发展要求而发明的一种特殊形式的波峰焊。选择性波峰焊一般由助焊剂喷涂、预热和焊接三个模块构成。通过设备编程装置,助焊剂喷涂模块可对每个焊点依次完成助焊剂选择性喷涂,经预热模块预热后,再由焊接模块对每个焊点逐点完成焊接。开展选择性波峰焊的工艺研究,其指导思想是在在开发阶段优化PCB布线设计,
在实际生产中优化生产工艺。选择性波峰焊工艺可从以下几个主要方面进行重点研究:.1 选择性波峰焊对PCB lay
out的要求研究表明,合理的印制板布局可以显著提高选择性波峰焊工艺的质量和成本结构,合理的印制板设计也可以有
—292—
效降低锡珠缺陷的产生。如对焊点周围间隙的合理控制可
有效避免在选择性焊接工艺中发生问题;
正确的器件引脚长度、引脚直径和通孔之间的正确比例可改善孔填充效率;
正确的器件引脚长度还可降低桥接缺陷产生的风险。根据各公司的产品特点制作一些试验板进行试验验证,制定选择性波峰焊对PCB layout的要求,形成设计规范,是事半功倍的事情。
3.2 选择性波峰焊喷嘴的选择
选择合适的焊接喷嘴,可以避免在选择性焊接工艺中发生焊接缺陷。采用特殊设计的焊接喷嘴可以帮助减少桥接缺陷。焊接喷嘴的形状或尺寸以及所采用的技术(比如
润湿性和非润湿性焊接喷嘴)
的设计也是重要的考虑因素。新增的创新功能,比如“去桥接刀”(debridging
Knives),可以有效降低桥接缺陷的形成,特别是在浸焊工艺中。针对公司产品特点合理选择焊接喷嘴进行点焊或拖焊,对批量大的产品制作一些夹具进行浸焊,不仅能大大提高效率,产品质量的一致性也得到了有效控制。
3.3 选择性波峰焊的编程
选择性波峰焊可通过编程有所选择地焊接通孔器件,高端的选择性波峰焊,焊料喷嘴还可移动到特定的位置,能够对大小不同的焊点进行个性化编程。由于是逐点焊接,产能低是选择性波峰焊的致命弱点,合理的编程,不仅可确保每个焊点都对应最适合定的焊接工艺,并能有效的优化路径,提高产能效率。3.4 选择性波峰焊工艺参数的设定
在选择性焊接工艺中,虽然只有通孔器件被焊接,但焊接过程不可避免地对周边邻近SMD器件及PCB基材产生影响,如何使这种影响减小到最低程度显得尤为重要。选择性波峰焊的工艺流程包括:助焊剂喷涂,PCB预热、浸焊和拖焊。因此如何使用系统软件进行优化设置,将设备调整到实际最佳状态是研究的重点。一般助焊剂工艺是使用一个下沉式喷射系统,焊接过程是在可控制的氮气保护环境下进行的,
控制焊接质量的关键因子是助焊剂喷涂量(mg/cm2
),预热温度(℃),焊料温度(℃),拖曳速度(mm/sec)等。3.5 选择性波峰焊辅材
选择性波峰焊对各种PCB及器件,焊接工具是专用定制,规格的变化也大。这也可看作选择性波峰焊增加成本的缺点,
所以焊接工具应创新及可变性,具有更大的灵活性能满足各种PCB设计的要求。实践证明,通过研究选择性焊接的关键工艺技术,分析目前公司PCB设计现状,通过制作试验板进行试验验证,制定选择性波峰焊对PCB lay
out的要求;引进消化吸收国际先进的选择性波峰焊制造工艺、设计方法和工艺手段,通过设定不同的工艺参数、选择不同的喷嘴、辅材,进行一系列的试验验证,制定选择性波峰焊喷嘴的应用原则、编程方法以及波峰焊辅材的选择原则,可有效降低生产成本、提升产品质量,并能使先进设备得到更加充分的利用。参考文献
[1]Reiner Zoch,Christian
Ott—SEHO.选择性焊接工艺的优化[J].电子组装技术,2009,(10):21-23.[2]谢健浩.选择焊-实现通孔器件焊接的零缺陷[D].2009中国高
端SMT学术会议讨论文集,2009:292-
298.233
三 : 选择性波峰焊工艺设计指南

选择性波峰焊工艺设计指南
1.简介
实现最佳焊接结果,需满足特殊工艺条件
高标准工艺可靠性取决于以下几点:
●pad设计(pad类型,pad之间距离)
●pad及周边元件pad距离(如,不应触碰SMD器件)
●PIN脚长度不应超过电路板板下PIN脚长度
●PIN脚间距(如,连接器间距)
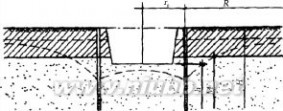
这些影响系数直接影响流动焊料的剥离。(www.61k.com)为了避免产生锡桥,需要重复剥离。锡桥是导致焊接失败的主要原 因(占80%以上)。
通常来说,小型拖焊工艺和浸焊工艺存在明显区别。每道工艺都需特殊的印刷电路板设计。
如下设计指南可确保最佳工艺条件。如果您不采纳如下建议,工艺窗口将会受到局限,而且需额外步骤稳定 此工艺。这些额外步骤所需维护要求更高,并会增加模具零件的磨损。
选择性波峰焊 选择性波峰焊工艺设计指南



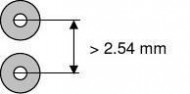
2. 浸焊工艺最佳布局
●优先使用圆垫
●圆垫之间距离: >0.60mm
●PIN脚距离: >2.54mm

2.2 PIN脚长度不应超过电路板板下PIN脚长度
2.3 焊料喷嘴间隙 - 到邻垫距离(不被焊接)
●在3面上: > 3.0mm
●在第四面上: > 5.0mm
> 3.0 mm
> 5.0 mm
选择性波峰焊 选择性波峰焊工艺设计指南

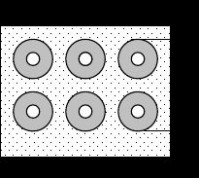
3. 微波/拖焊焊接工艺最佳布局
3.1 pad之间的间隙
●优先使用圆垫
●圆垫之间距离: >0.60mm
●PIN脚距离: > 1.9mm> 1.9 mm
3.2 PIN脚长度不应超过电路板
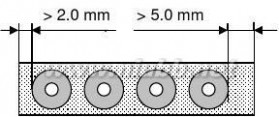
3.3 微波间隙 - 到邻垫距离(不被焊接)
●在3面上: > 2.0mm
●在第四面上: > 5.0mm
选择性波峰焊 选择性波峰焊工艺设计指南
4. 焊料喷嘴最小尺寸
4.1 矩形焊料喷嘴
●焊接面积 <40mm2


4.2 圆形焊料喷嘴
●焊接区 <7mm2? 3.0 mm
5. 相邻元件最大高度
底部(焊接面)所能容纳的最大元件高度受限于焊料喷嘴的高度。(www.61k.com)标准焊料喷嘴高度??为32mm。因此, 最大元件高度不应超过25mm。更高的元件需要更高的焊料喷嘴设计,我们可根据您的要求设计。
此外,需要注意每一元件和焊点间的距离,以防在拖焊焊接工艺中,元件接触到氮气罩。例如,元件高度 超过10mm,此工艺就会出现焊角。
经验法则:出现焊角,元件超过10mm。元件高度(mm)≤到焊点的距离(mm)
61阅读提醒您本文地址:
四 : 选择性波峰焊的劣势
选择性波峰焊 -劣势五 : 选择性波峰焊
南京信息职业技术学院
毕业设计论文
作者 XXX 学号 XXXXXXXX
系部 机电学院
专业 XXXXXXXXXXXXXXXXX 题目 Versaflow50/60选择性波峰焊在无铅生产中
的应用
指导教师 XXX
评阅教师
完成时间: 2012年X月X日
毕业设计(论文)中文摘要
题目:Versaflow 50/60 选择性波峰焊在无铅焊接中的应用 摘要:虽然目前国内虽然只有少量几家厂商配备了选择性波峰焊设备。但是随着波峰焊技术的成熟和国内EMS厂商生产产品档次的提高,波峰焊设备还是很有前景的。目前来看,由于技术及制程的不完善,选择性波峰焊的缺陷还是不少的。本文以ERSA公司的Versaflow50/60型号的选择性波峰焊机为例从设备和工艺两方面介绍和分析选择焊。设备方面描述了机器的主要构成,工艺方面介绍了选择焊的制程,最后还就几种选择性波峰焊焊接时最容易出现的几种缺陷进行分析,提出解决方法。
关键词:选择性波峰焊 工艺 缺陷
毕业设计(论文)外文摘要
Title : Selective wave Versaflow50/60 using in Lead-free soldering
Abstract: The company Germany named ERSA has made the first selective wave machine, from now although only a few company have equipped with selective wave machine. But with the growth of selective soldering technical and the development of the product most EMS company made, there will be a good development of selective wave. For now, because of the technical and process is not so prefect, many failures of solder joints have shown up.
In this article we will use Versaflow50/60 as an example to introduce this machine from equipment and process. In the aspect of equipment, the parts of the machine are being described and how to make an program of a PCBs is introduced in the aspect of process. At last some analysis of common failure is displayed and the solutions were made also.
keywords: selective wave process failure
目录
1
2
绪论 选择性波峰焊设备分析及焊材质量控制 2.1 助焊剂喷涂区 2.2 预热区 2.3 焊接区
2.4 焊锡质量控制
3 选择性波峰焊相关工艺参数及制程
3.1 炉温、传动速度等工艺参数设置
3.2 助焊剂喷涂模块制程
3.3 焊接模块制程
4 选择性波峰焊常见缺陷分析及解决方法
1 绪论
在现代电子焊接技术的发展历程中,经历了两次历史性的变革:第一次是从通孔焊接技术向表面贴装焊接技术的转变;第二次便是我们正在经历的从有铅焊接
技术向无铅焊接技术的转变。焊接技术的演变直接带来了两个结果:一是线路板上所需焊接的通孔元器件越来越少;二是通孔元器件(尤其是大热容量或细间距元器件)的焊接难度越来越大,特别是对无铅和高可靠性要求的产品。再来看看全球电子组装行业目前所面临的新挑战:全球竞争迫使生产厂商必须在更短时间里将产品推向市场,以满足客户不断变化的要求;产品需求的季节性变化,要求灵活的生产制造理念;全球竞争迫使生产厂商在提升品质的前提下降低运行成本;无铅生产已是大势所趋。上述挑战都自然地反映在生产方式和设备的选择上,这也是为什么选择性波峰焊在近年来比其他焊接方式发展得都要快的主要原因;当然,无铅时代的到来也是推动其发展的另一个重要因素。
波峰焊发展至今已有50多年的历史了,在通孔元件电路板的生产中具有生产率高等特点。但是随着电子产品高密度小型化的设计要求,大量的PTH元件被SMT元件代替,这样电路板上的PTH元件越来越少,有的电路板甚至两面都布满了SMT元件。普通的波峰焊采用波峰大面积焊接的方式已不再适用,会产生夹具制作等额外费用,甚至可能对焊接面存在的SMT元件产生影响。像这种通孔元件较少的电路板,可以考虑采用选择性波峰焊设备。1995年,世界上第一台选择性波峰焊设备由ERSA公司制造出来,发展到现在选择性波峰焊技术已经相对成熟,为提高高端电子产品中通孔元件的焊点质量,ERSA公司的选择性波峰焊设备采用了多种有效的技术措施,包括助焊剂喷射位置及喷射量的精确控制,微波峰高度的精确控制,焊接位置的精确控制等。
2 选择性波峰焊设备分析及焊材质量控制
图2-1:Versaflow50/60机器外形
Versaflow50/60除去前后超出机器轨道长度后机器全长5.750m,算上轨道机器全长7.150m,机器宽1.740m,高1.800m。能支持的PCB宽度是60mm到500mm,长度是120mm到600mm,能够支持的上间隙是100mm,最大支持元件高度9mm,当然这些参数是就这款机器而言。
Versaflow50/60具有一个助焊剂喷涂区,两个预热区和两个焊接区,具体生产流程如下:助焊剂喷涂——预热——焊接——预热——焊接。一块电路板上可能存在不同的PTH元件,这两种或多种PTH元件的上锡性能可能是不一样的,也可能和PCB板的开孔大小有关系。焊接时并不仅仅需要焊接上这么简单,很多客户的产品会对通孔元件的上锡高度有要求,具体的IPC中也给出了通孔元件的上锡高度标准。我们项目的客户要求非接地脚的上锡率达到50%,接地脚的上锡高度因为某些原因上锡较困难可以稍微降低。当然不同的PCB上锡高度要求也不一样。板子厚度大于2.5mm时通孔元件上锡是比较困难的,采用普通波峰焊时更加难以达到50%的上锡高度,这时候选择性波峰焊的优越性就能体现出来。选择性波峰焊不仅能够焊接PCB厚度超过2.5mm的板子,对于上锡性能不同的元件能够区别对待,对每一个焊点的焊接参数都能够精确控制。两个预热区可以采用不同的预热温度,两个焊接区亦可使用不同的焊接温度,这样焊接就方便得多。例如,我们可以将上锡容易的元件至于第一焊接区焊接,

将第二预热区的温度设置高于
第一预热区,上锡较难的元件至于第二焊接区焊接。使用两个焊接区在PTH元件较多时也可以提高生产率,不算前后传送带,同时可以在机器内的PCB数量可以达到5块,大大提高了生产率。
2.1 助焊剂喷涂区
和普通波峰焊一样,选择性波峰焊焊接PCB时也需要涂覆助焊剂来帮助焊接,帮助通孔元件的上锡。和普通波峰焊不一样的是选择焊的助焊剂喷涂采用喷嘴进行定点喷涂,助焊剂的喷涂量也可以精确控制。Versaflow 50/60在机器背部有两个助焊剂储存罐,储存不同类型的助焊剂,每个储存罐可以储存大概两升的助焊剂,我司采用EF8000无铅助焊剂。此种助焊剂虽然是免清洗助焊剂,但事实上助焊剂残留仍然是一个问题,在焊接后仍能清晰的看到助焊剂残留,可能会根据客户的需要增加额外的清洗费用。在助焊剂的储存罐上有一个导管引出接到助焊剂喷嘴上,助焊剂喷嘴规格约130 μm(可选),喷涂助焊剂速度是1-20 mm/sec,喷嘴的移动速度是1-400 mm/sec,喷涂宽度大概是2-8mm。助焊剂喷涂区采用链条式传动,和焊接区采用的滚轮式传动相比在稳定性上稍有逊色。和普通波峰焊不同之处在于,为了焊接的完美普通焊的整个轨道都会倾斜5°-7°,而选择焊的轨道倾角为0°。
板子经链条传动进入助焊剂喷涂区后被前方的挡块挡住,机器感应到板子的存在后链条停止,夹板在板边位置固定住整个PCB,然后喷嘴会根据程序中事先设定好的参数在指定的位置喷涂定量的助焊剂。助焊剂有点喷和连喷两种喷涂方式,点喷是在一个点喷涂定量的助焊剂,连喷是指喷嘴以设定的移动速度从一个点移动到另一个点并同时喷涂定量的助焊剂。助焊剂喷涂结束后,挡块放开,板子进入第一预热区。如果机器没有感应到PCB就会报警,亮黄色警报”PCB not arrived “,这时需要检查是否卡板,或者机器感应器下方是否是板子的镂空区域。
这种选择性喷涂不仅在助焊剂使用量上比普通焊节省许多,而且避免了对电路板上非焊接区的污染。
2.2 预热区
因为第二预热区和第二焊接区在设备上讲仅仅是第一预热和第一焊接的重复,所以我们只对第一预热区和第一焊接区进行介绍。
预热区上部采用热风回流加热,下部采用红外加热的方式。上部热风回流加热的最高可设置温度为200℃,可设置最长加热时间是3600s。下部红外加热共有八根四组加热管,每两根为一组,可不同时打开。最高能设置的加热温度和加热时间和上部热风加热相同。采用这种热风加热和红外加热相结合的方式可以高速率的加热,更加节能,基本可以保证PCB的均匀受热。
这里特别要注意下预热区的PCB感应方式,预热区的有两个感应器是相对感应的。PCB的镂空区域停留在感应器之间或者板子反光太强都有可能造成机器报警,未感应到PCB。
PCB经助焊剂涂覆后进入预热区,同样的预热区前方有挡块将板子挡住,机器感应到板子,上部热风加热和下部红外加热同时启动,加热一定时间后挡块放开,板子进入焊接区域。
2.3 焊接区
同助焊剂喷涂去类似,焊接区有一个焊锡缸储存液态锡,液态锡通过缸内的电动马达驱动被卷上来形成一个圆柱形的锡波。锡波的高度可以控制,锡波的直径也可以通过喷嘴大小来控制。Versaflow50/60这款机器有3/6,、3/4.5、4/8、6/10等几种型号的喷嘴,3/6指的是喷嘴的内径是3mm,外径是6mm;6/10指的是喷嘴的内径是6mm,外径是10mm,依此类推。在喷嘴附近有一个摄像头,连接到机器上方的一个外部显示器上,可以观察到锡波的情况,也可以观察到PCB正在焊接时的焊接情况。在锡缸外部有一卷焊锡丝插入锡缸内部,锡缸有自动加焊锡丝的功能来弥补焊锡的损耗。选择焊也要冲入氮气保护焊接,但和普通焊不同的是选择焊将氮气充入锡缸内部在液态锡的液面上形成一个隔离层保护液态锡不被氧化,而普通焊是在整个焊接区域充入氮气保护焊接,选择焊每小时的氮气消耗量大约在4.0立方米,而普通焊大概是8.0立方米。从这点上讲选择焊氮气的消耗量远远小于普通焊。在焊接区的上部同样有一个热风回流装置来保证焊接时PCB板的温度,同时锡缸的温度也是可以控制的。不同于助焊剂喷涂区和预热区采用的链条式传动,焊接区采用滚轮式传动,这种传动更加平稳,避免了因为传动不稳而导致的元件抬高倾斜等一系列焊接问题。焊接区的传感器类型和预热区一样,所以一定要注意板子不被感应到的问题。
焊接区的上方热风加热装置与预热区的相同,最高可设置的温度都是200℃。
焊接温度在制程软件窗口上的最大可设值是400℃,但实际上不能达到,最高焊接温度大约是330℃。锡嘴所能打起的锡波最高为5mm。和助焊剂的喷涂类似,焊接时也有点焊和连焊两种连接方式,在制程是可以设置。连焊时,锡嘴从一个焊接点移动到另一个焊接点所能支持的最大速度是10mm/sec。焊接时因为锡嘴要从起始位置上升使锡波能够接触到焊接点,所以就有了锡嘴在Z轴方向的运动,锡嘴在Z方向的运动速度最高可达到100mm/sec,这个速度也是焊接完成后锡波离开焊点的速度。不焊接时锡嘴的起始位置离PCB板30mm,在X、Y方向的移动速度最高可达到200mm/sec。焊接时,如果焊接位置离轨道边很近的就要注意了,一般来讲焊接位置需要离轨道边至少3mm,但是如果采用较大锡嘴的话仍有撞坏锡嘴或轨道的危险。所以在DFM设计的时候需要注意焊接位置不能离板边太近,在制程时安全距离的设定也要注意,一般设置为锡嘴直径的一半,即其半径。 经预热的板子进入焊接区,被挡块挡住,机器感应到板子,轨道停止,夹板放下夹住板边。锡嘴从起始位置升起到一定高度后(可设置),移动到焊接位置,升起到焊接高度,同时锡波升起到设置高度。点焊时,锡波接触焊点一定时间焊接后下降;连焊时,锡波接触焊接点一段时间后开始移动,移动到另一点后停留一定时间下降,回到初始位置,板子焊接完成,进入第二预热区。
2.4 焊锡质量的控制
焊锡经过一段时间后由于氧化等作用难免会产生锡渣,明显的是一些锡渣会附在锡嘴上,导致锡波向某个方向偏移或焊接时锡波不稳定,再者焊锡质量不好会降低焊点的可靠性。
选择焊的液态锡经锡嘴喷出后会通过一定渠道后重新流入锡缸,锡缸在设计上有过滤锡渣的作用。除此之外,当锡量不足时机器也会自动添加锡丝,一定程度上提升了焊锡的质量。我司选择焊使用的是SAC305的无铅焊锡,要定时取锡样测定其中各种元素的含量,严格控制焊锡质量。在焊锡不合格时要添加焊锡条或更换焊锡。
取样时,需要检测的几种元素如下:铅、银、铜、镉。其中铅和镉是欧盟RoHs中严令禁止的物质,无铅不可能做到一点铅没有,所以每次检测时都能检测到铅元素的存在,只要不超过0.1%就行,但是测定值在超过0.07%时就需要引起注意,要采取措施降低铅的含量。银要不能超过3.4%,超过3.3%就需要采取措施。铜
的元素控制上限是0.9%,超过0.8%就要引起关注。镉元素的控制最为严格,元素控制上限时0.002%,含量在超过0.0018%时就需采取措施,但实际上焊锡中很少能检测到镉的存在。
3 选择性波峰焊相关工艺参数及制程
选择焊的每一个步骤,每一个区域的炉温设置,助焊剂喷涂的位、喷涂量,焊接时的上升速度、锡波高度等都需要从程序中一一设置。
3.1 炉温,传动速度等工艺参数设置
图3-1:炉温等设置界面
如图2,我们可以看到其中有预热区温度,链条传动速度等相关参数的设置,以下我们一一介绍。
一共五个模块,助焊剂涂覆、第一预热、第一焊接、第二预热、第二焊接,可以自行勾选,每一个模块都可独立运行。
链条传动速度是0.2-10m/min,在设置时是以百分比的形式来设置的,五个模块加上前后轨道一共七处需要设置。注意一般速度设置为45%

左右,根据板子上
料的情况可以适当的减少或增加,焊接完成后的模块速度可以提升到60%左右。速度过快可能导致元件太高或者通孔元件的缺失。
在此界面助焊剂涂覆模块有一个模式的设置,前面讲到过机器内部有两个助焊剂储存罐,储存了两种不同的助焊剂,这就是制程中的助焊剂选择。
预热区可以设置上预热温度和时间以及下部预热温度和时间,此温度要根据板子的大小及厚度来设置,一般上部预热温度要高于下部预热温度,但不能相差太大,当然要根据实际情况来。最高温度是200℃,上部一般最高会设到170℃左右,下部最高150℃左右,因为要考虑到一个热冲击的问题。预热时间上部和下部时间一般需要统一,但特别情况可以不一样,考虑到一个板子两边温差太大会对板子造成伤害,两边预热时间和温度不能相差太大。下部四组发热管可根据板子实际大小勾选,实际工作的发热管必须能覆盖整块板子。预热时间板子较小较薄时,时间可以设置到30-50s,板子较大较厚时需设置到60-80s。
焊接区需要设置上部加热的温度和时间,焊接温度以及锡嘴型号。上部加热起到对焊接中的PCB板一个保温的作用,一般温度可以比预热区上部加热温度稍低。因为要保证板子在整个焊接过程保温,所以要估算整个焊接过程耗时。锡嘴型号根据实际情况选择。焊接温度根据元件的上锡难易程度来设置,一般会设置到280-285℃,有些上锡特别难的可以提高到290-295℃。
第二预热区和第二焊接区可以参考第一预热区和第一焊接区。当因为焊点较多需提高焊接速度而选择使用第二焊接区时,第二预热区可以不勾选。要注意的是,虽然不勾选,但是预热区的温度必须要设置,最好设置成35度左右,预热区会直至板子降到默认的0℃才会正常工作。如果是将上锡较困难的元件放在第二焊接区时,第二预热区的温度可以稍高于第一预热区,但时间要尽量短,因为经过第一预热和焊接的板子温度已足够高。
一般来讲,在进行炉温的设置时要综合考虑到板子的大小,厚度,元件的密集程度及通孔元件的上锡性能,还需要考虑到板子的质量,否则板子在前段已经二次回流,在经过波峰焊的时候质量差板子很有可能变形导致溢锡等缺陷的发生。
3.2 助焊剂喷涂模块制程
图3-2:助焊剂及焊接制程界面
现在市场上某些在售的机器在编程时支持离线编程或者CAD文件和Gerber文件的导入,很可惜Versaflow50/60这款机器目前只支持在线编程,许多位置坐标必须靠用尺子量出,这给编程带来诸多不便。
在编辑位置坐标时,进板方向确定,默认PCB的右下角为原点坐标,顺着轨道方向为X轴,垂直轨道方向为Y轴,两方向都为正方向。
Endposition X [mm]:助焊剂喷涂位置X方向坐标
Endposition Y [mm]:助焊剂喷涂位置Y方向坐标
Speed XY [mm/s] :助焊剂喷嘴的移动速度,当设置点喷时,指喷嘴从另一位置移动到喷涂位置的速度;当设置连喷时,指喷嘴在这一段喷涂位置上的移动位置
Mode :喷涂模式 ,有1和2两个选择项选择助焊剂的种类,必须和图2所示的助焊剂涂覆模块模式相同
Spray amount [%] :助焊剂喷涂量
Spray time [s] :助焊剂喷涂时间,只有在点喷时有效,连喷时无需设置 编程示例:


这是一个简单完整的助焊剂喷涂模块的编程数据,第一行在(20,20)处采用点喷,助焊剂喷涂量30%,喷涂时间3s,喷嘴从起始位置移动到点(20,20)的速度是150mm/s。第二行和第三行是从点(30,30)到(30,40)的连喷,因为距离和速度的确定所以喷涂时间不需要填写。
在编辑助焊剂喷涂量时要注意,当助焊剂偏少时会导致上锡高度达不到少锡等,助焊剂过多则会导致板子过脏和助焊剂的浪费等。如果板子较薄,元件容易上锡,则助焊剂喷涂量在20%-50%,当助焊剂喷涂量超过60%时说明PCB较厚或元件难以上锡。
因为所有坐标都是手量输入,在编程完成后需将助焊剂喷涂量全部调至3%-5%,使PCB经过一次助焊剂喷涂,根据助焊剂在PCB上的痕迹来校验位置坐标,焊接模块的坐标设置也可以此来做参考。
3.3 焊接模块编程
Z while moving [mm] :锡嘴移动到焊接位置时锡嘴离PCB的距离,最大可设30mm。一般要将PCB焊接面的元件高度考虑进入,保证锡嘴在移动过程中锡波或锡嘴不会碰到元件,设置20-25mm即可
Endposition X [mm] :焊接点X方向坐标
Endposition Y [mm] :焊接点Y方向坐标
Speed XY [mm/s] :锡嘴从起始位置移动到焊接位置时的速度,在点焊和连焊时意义也不相同
Endposition Z [mm] :焊接时锡嘴离PCB距离,要保证锡波能够碰到焊点且没有少锡的发生,一般设置2.5-3mm
Speed Z [mm/s] :锡嘴从起始高度移动到焊接高度的速度
Wave height [%] :焊接时波峰高度,最高为约为5mm
Soldering time [s] :焊接时间
Lower value [%] :焊接完成后波峰先下降一定高度 Lower time [s] :焊接完成后锡嘴下降一定高度所需时间 编程示例:
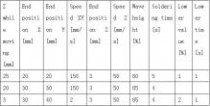
前文已经提到焊接时也分为点焊和连焊,这些都能在编程中体现出来。如上,第一行点(20,20)采用的是点焊,第二行和第三行点(30,30)到(30,40)采用的是连焊,连焊时的速度是2。第一个速度150mm/s指的是点(20,20)焊接完成后再移动到点(30,30)的速度。
在选择连焊或点焊时要考虑到锡嘴的直径,例如6/10的锡嘴,几个焊点集中在10mm之内时可以考虑点焊,若有引脚接近焊接边缘,则这个引脚少锡的可能性非常大,可以考虑通过提高焊接高度或波峰高度来改善。焊接时间要根据元件的大小、吸热程度、上锡难易来设定,时间过短可能会导致拉尖或桥接的产生,时间过长可能导致PCB起泡,元件引脚变细。下降时间和下降值也需要根据实际情况来设置,下降速度过快或导致拉尖或少锡,下降过慢可能会导致锡多。 从这些制程参数上来看焊接区的制程要明显难于助焊剂涂覆的制程,要想做好这个程序首先得弄清这些参数是什么,对焊接有什么影响。这些参数即使是经验老到的工程师也不一定能一次性将程序做到完美,制程时不仅需要经验的支持还需要考虑当下机器处于一个什么状态,机器波峰是否稳定等这些因素考虑进去。还有就是制程时各种工艺参数之间的配合,不同的工艺参数也可能焊接效果相同,例如waveheight(波峰高度)和endpositionZ(焊接高度)之间的配合。在制程完成后需要根据首一片甚至首几片的焊接情况对程序进行修正,已经调好的程
序隔一段时间使用时也需要根据首一片来确认程序是否可用。
4 选择性波峰焊常见缺陷分析及解决方法
桥接:桥接是选择焊中一个比较常见的缺陷,元件引脚间距过近或者波峰不稳都有可能导致桥接,可能原因如下,焊接温度设置过低,焊接时间过短,焊接完成后下降时间过快,助焊剂喷涂量过少。一般这种情况下要检查波峰和确认焊接坐标是否正确,可以通过提高焊接温度或预热温度,提高焊接时间,增加下降时间,提高助焊剂喷涂量的方法来改善。
溢锡:发生这种情况一般要首先检查通孔元件是否missing,看板子是否有明显变形,炉温设置是否过高导致PCB变形,其次要检查元件引脚直径和通孔直径之间的配合。如果通孔过大而元件引脚过细就会导致溢锡的发生。可以降低溢锡部位的波峰高度或焊接高度,降低助焊剂喷涂量。
上锡高度达不到:对于二级以上产品来说这也是一个比较常见的缺陷,一般来讲一些金属材质的大元件如电源模块等,由于他们大多与接地脚相接散热较快上锡困难,当然一般上锡高度标准会有相应的放松。除此之外焊接温度低,助焊剂喷涂量少,波峰高度低都会导致上锡高度不够。提高预热和焊接温度,多喷涂些助焊剂等可以解决问题。
元件抬高:元件过轻或波峰抬高会导致波峰将元件顶上去,或者在插装元件的时候元件没有插到位,轨道速度过快或不稳导致元件歪斜抬高。可以制作夹具将原件压住,由于夹具的吸热可能需要提高预热或焊接温度。
元件缺失:看缺失的元件是在波峰焊接面还是非焊接面,如果是通孔元件缺失则可以同以上的元件抬高相同原因,焊接面SMT元件缺失时要注意焊接时是否焊接坐标设错导致波峰带到元件,波峰是否不稳焊接时碰到附近的料。这种情况可以修正坐标或者将通孔附近的料用白胶点上保护起来,并将情况反馈给DFM团队。 焊点空洞:元件引脚太短尚不能伸出通孔或元件引脚横截面被氧化不上锡,可以加喷助焊剂。
拉尖:这是一个和桥接一样发生频率较高的缺陷种类,预热和焊接温度过低,焊接时间太短会导致拉尖的发生。
锡珠:有锡珠时要检查助焊剂的质量或者板子表面是否沾上锡膏,助焊剂中含水
在焊接时会炸裂导致锡珠。
元件引脚变细,吃脚:可能是焊接温度过高或焊接时间过长,也有可能是引脚间距太近,在焊接一个引脚时波峰带到旁边的引脚导致一些引脚被焊接了两次。这种情况可以修改坐标参数尽量避免引脚焊两次,引脚太近的可以一起焊接。 少锡:波峰温度过低,波峰不稳,波峰高度或焊接高度太低,焊接坐标设置错误都会导致少锡。修正坐标,清洁锡嘴,提高焊接温度,提高波峰或焊接高度可以解决。
结论
就目前来看,国内引进选择性波峰焊设备的厂家还不是太多,因为其设备昂贵或者根本不需要,而且选择焊后一般都需要补焊,给选择焊的普及带来障碍。我相信随着国内大多厂商的产品档次的提高,选择焊技术的成熟会有更多的厂商选择选择性波峰焊。目前我们还是要着手于制程,减少缺陷,提高良品率。
致谢
在各位老师和同学及同事的帮助和支持下我的论文得以最终完成。
在此,感谢我的老师在学习期间在我学习上,生活上的关心和照顾,感谢学校的领导和指导老师对我的无私的帮助和尽心尽力的指导,同时也要感谢公司的同事对我工作上的关心和帮助,如果没有他们我不可能迅速的进入工作状态掌握岗位技术。特别感谢宋老师在本次设计中的关心和支持,才得以本次设计的顺利完成。谢谢你们!
参考文献
1 鲜飞.选择性焊接工艺技术的研究.中国集成电路,2008(6):61~64
2 黄强.用于PCB的一种新型焊接技术——选择性波峰焊.电子与封装,2003(5):9~12
本文标题:选择性波峰焊-选择性波峰焊工艺研究要点61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1