一 : 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器

刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器

刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器

刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器
刚性联轴器 第8讲 刚性联轴器

刚性联轴器 第8讲 刚性联轴器

二 : 第8讲 刚性联轴器
第8讲 刚性联轴器
? ? ? ? ? ? 一、回顾与引入 二、刚性联轴器种类 三、固定法兰式联轴器 四、可拆式联轴器 五、夹壳形联轴器 六、液压联轴器
目的和要求
? 能力目标:能说明船用刚性联轴器的结构 和工作原理。 ? 知识目标:掌握船用刚性联轴器的结构和 工作原理。
一、回顾与引入
? 问题1:上次课,我们学习了什么? ? 问题2:液力偶合器有哪些类型? ? 问题3:液力偶合器在船舶中有哪些应用?
二、刚性联轴器种类
刚性联轴节即指不通过其它中间弹性元件 ,经联轴节直接把两根轴连接在一起。 刚性联轴器主要是用于中间轴之间、中间 轴与推力轴之间、中间轴和尾轴之间的连接。 又分为固定法兰式联轴器、可拆式联轴器 、液压联轴器等。 常用于相对径向位移不超过0.05mm;许 用相对角位移不超过0.05mm/m。
三、固定法兰式联轴器
又称凸缘联轴器; 凸缘盘同轴一起整锻或焊接于轴端上; 联轴节螺栓的紧配螺栓数目应不少于50%; 强度校核包括法兰厚度和螺栓直径校核。 ⑴整锻式联轴器 ⑵焊接式联轴器
⑴整锻式联轴器
⑴整锻式联轴器
对于整锻式联轴器,工艺要求有: ①船轴及联轴器锻件成品不得有过烧现象, 表面不允许有裂纹、折痕、夹渣、夹层及密集的 花纹,轴材端部不得有缩孔或疏松。 ②表面缺陷若能在加工后保证去除,且不影 响表面质量时,允许留存。
⑴整锻式联轴器
对于整锻式联轴器,工艺要求有: ③联轴器非接合面允许留存个别不大的凹陷 、刻痕或黑点,允许用焊补的方法修补表面缺陷 。大面积焊补后应重新进行热处理。 ④船轴及联轴器锻件应经过高温退火或正火 并回火热处理,以消除热应力,并获得均匀的晶 粒组织。锻件经粗加工后,应进行退火处理,消 除内应力。
⑴整锻式联轴器
对于整锻式联轴器,工艺要求有: ⑤直接由钢锭制造锻件时,应遵照正确的锻 打工艺。锻造比(锻打前后面积之比值)在轴颈 部分应大于等于3,凸缘部分应大于等于5。
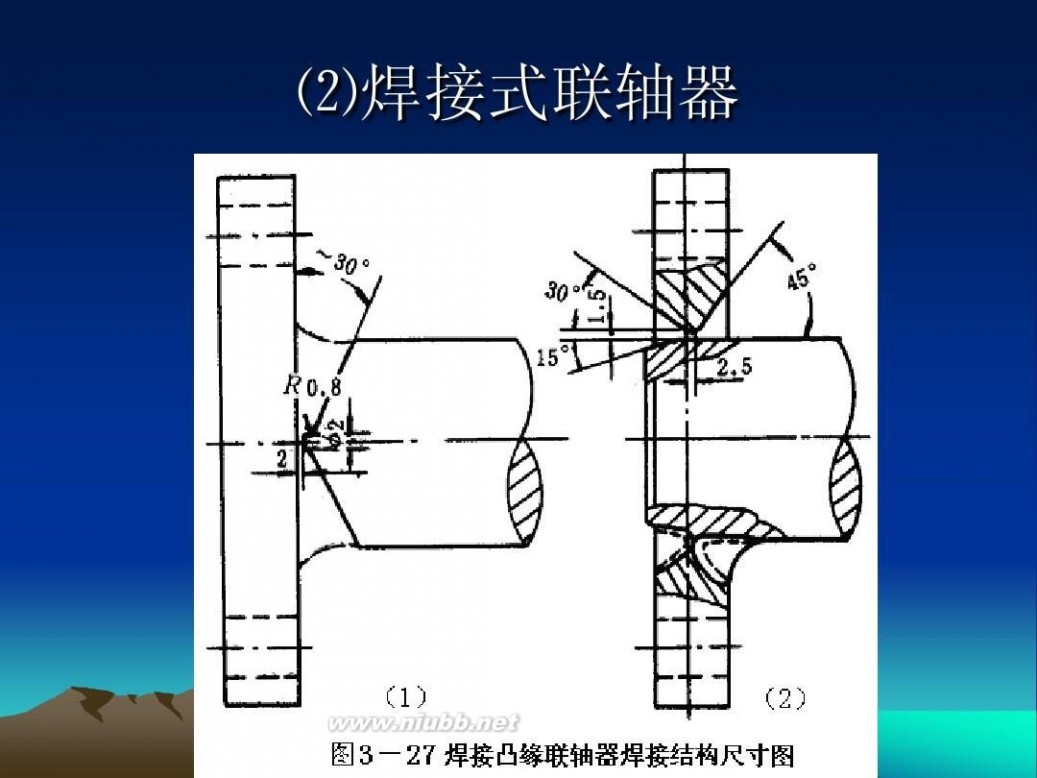
⑵焊接式联轴器
⑵焊接式联轴器
焊接式联轴器主要应用于轴材采用热轧圆钢 的中小功率的船舶轴系上。 焊接分单面焊接和双面焊接两种方式。对于 焊接工艺有如下要求: ⑴凸缘盘与轴端区在焊接前要进行预热,焊 接中注意保温,在焊接后采用缓冷措施,降低焊 接处的冷却速度。 ⑵焊后必须进行整体或局部退火,以消除内 应力。
⑵焊接式联轴器
⑶焊缝应进行探伤检查,确保焊缝内部焊接 质量。 ⑷凸缘盘材质与轴相同,焊剂与焊丝的配合 应根据母材的机械性能选定。
四、可拆式联轴器
尾管里的尾轴要从尾部舷外抽出
,或在 轴上安装滚动轴承等套入式机件时,联轴器 就必须制成可拆卸式。 1、结构与材料 2、加工技术要求 3.装配技术要求
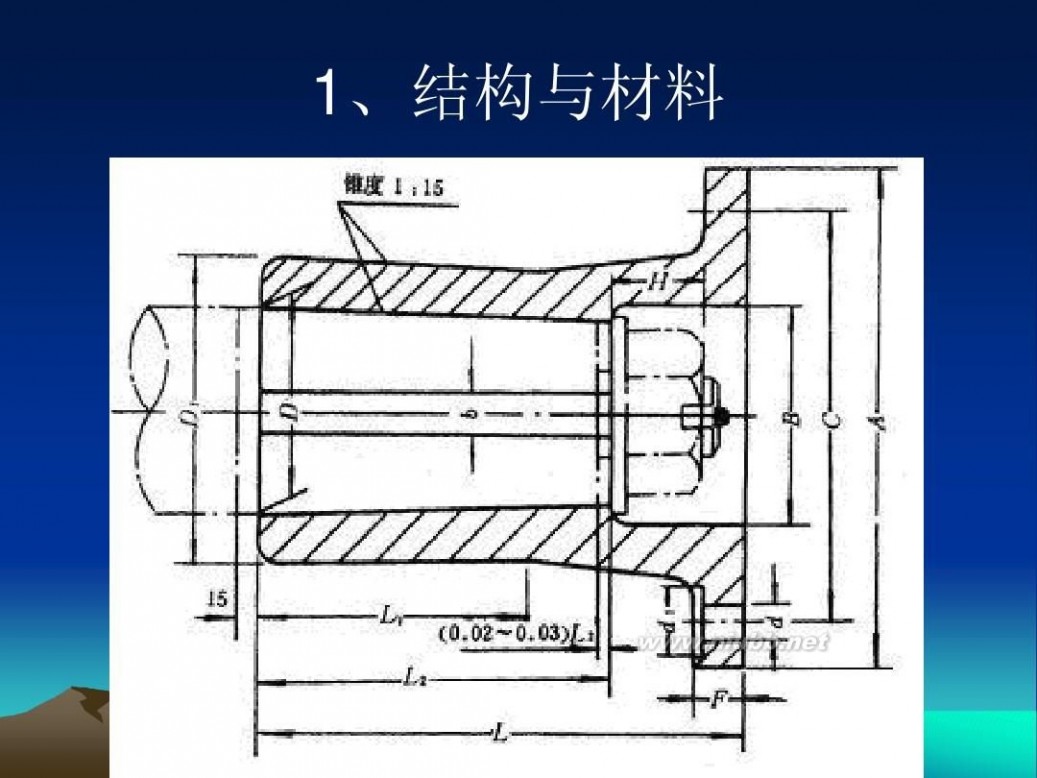
1、结构与材料
1、结构与材料
材料:应不低于轴材料的机械性能,常 用35号镀钢或铸钢ZG30、ZG35等。 可拆卸式联轴器应装在轴端后,应有防 松装置。
2、加工技术要求
对于可拆卸式联轴器加工技术要求有: (1)联轴器凸缘盘外表面的精加工, 应在锥孔刮配后套装到轴上进行。其光洁度 和加工技术要求应与整锻式凸缘联轴器相同 ; (2)键槽加工的宽度、高度与轴线平 行度都与轴键槽加工要求相同,以最终与轴 键一起相配质量为验收标准。
3.装配技术要求
对于可拆卸式联轴器装配技术要求有: ⑴联轴器锥孔与轴锥体的表面粗糙度为 Ra0.4μm,其接触应良好,接触面积在75% 以上,且每25×25mm2面积内,不得少于3 个接触点。塞尺检查锥体大端时,0.03mm 塞片插入深度不超过3mm。接触面上允许存 在1~2处面积不大的空白区域,总面积小于 锥体表明15%,最大长度或宽度不应超过该 处锥体直径的1/10,且不得分布在同一母线 或圆周线上;
3.装配技术要求
⑵键与键槽工作面的表面粗糙度为 Ra0.8μm ,两侧的接触面积不少于75%, 与联轴器键槽相配时有75%长度上应插不进 0.05mm的塞尺,其余部分应插不进0.10mm 的塞尺。平键与轴键槽底应不少于30%~40 %的接触面; ⑶联轴器紧固螺母装妥后(轴端),结 合面的90%周长上应插不进0.50mm塞尺, 其接触面积不少于75%,并有可靠的防松装 置。
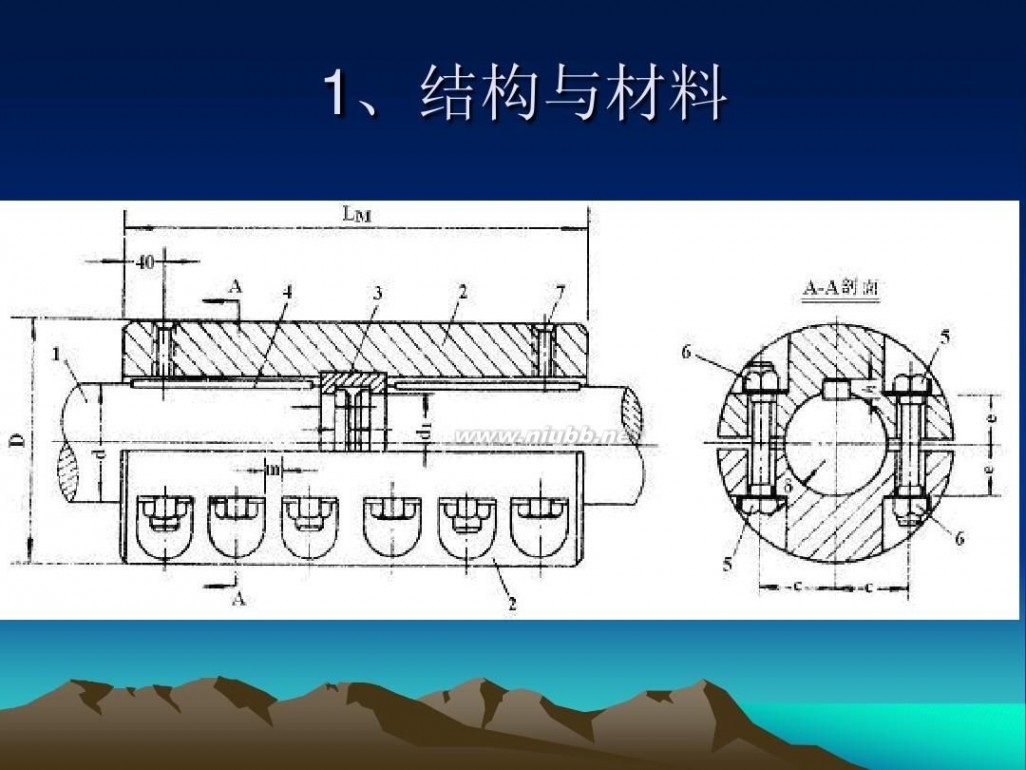
五、夹壳形联轴器
夹壳联轴节是用螺栓将两半夹壳箍紧 轴端,扭矩靠夹壳和轴表面间的磨擦力及 平键传递,轴向力由磨擦力及轴端的环形 槽和装入环形槽中的卡环传递。 1、结构与材料 2、加工技术要求
1、结构与材料
1、结构与材料
夹壳形联轴器的横截面尺寸比凸缘联 轴器小,轴向长度大,自重为凸缘联轴器 的1.5~2.0倍,一般用于中小功率的船舶 轴系上。 夹壳形联轴器的优点是拆装容易,拆 卸时不需要将轴作轴向移动,径向间隙小 ,对中性好。 材料:常采用ZG30、ZG35或锻钢35 等。
2、加工技术要求
夹壳形联轴器加工技术要求: (1)壳体内圆的圆度和圆柱度不应 大于规定的数值,但夹壳长度每超出轴径 一倍时,范围允许增加0.01mm。其内圆直 径应较轴径大0.04~0.08mm; 夹壳形内圆的圆度和圆柱度的要求:
内孔直径d 圆度圆柱度 <80 0.02 80~180 180~260 260~360 360~500 0.03 0.04 0.05 0.05
2、加工技术要求
(2)两半壳体的内圆表面粗糙度不 低于Ra3.2μm ; (3)推力环内圆与轴槽应紧密配合 ,接触面积在60%以上,两侧面与轴槽或
壳槽配合应插不进0.05mm塞尺。装配后两 半环剖面应接触平齐,推力环外圆与夹壳 内孔之间允许0.20mm~0.40mm的间隙。
六、液压联轴器
靠轴套与轴的装配过盈的弹性变形,从 而产生正压力,使轴与套接触表面上产生摩 擦力与摩擦力矩,扭矩就是靠摩擦力矩传递 的。 随着液压技术的发展,液压联轴器应用 越来越多。这种联轴器不在轴上开设键槽, 因而提高了连接强度,简化了加工工序,拆 装也更加方便。
4、液压联轴器
随着液压技术的发展,液压联轴器应用 越来越多。这种联轴器不在轴上开设键槽, 因而提高了连接强度,简化了加工工序,拆 装也更加方便。
六、液压联轴器
六、液压联轴器
三 : 微型刚性联轴器:微型刚性联轴器-分类,微型刚性联轴器-技术参数
微型刚性联轴器具有重量轻,超低惯性和高灵敏度的优越性能,且在实际应用中,微型刚性联轴器具有免维护,超强抗油以及耐腐蚀的优点。
微型联轴器_微型刚性联轴器 -分类
(www.61k.com]按制造方法分为:整锻和套装2种。
按结构方式分为:平面的和有止口的2种
微型联轴器_微型刚性联轴器 -技术参数
例:LS9-C32-1012
LS9:系列号,材料为合金钢
C32:外径尺寸:32美眉,夹紧螺丝固定
10:D1轴径为:10美眉
12:D2轴径为:12美眉
微型联轴器_微型刚性联轴器 -优势
1.结构简单,主体轻巧
2.安装方便、免维护、可抗油污和腐蚀
3、刚性强,精确度高无回转间隙
4、转动惯量低,灵敏度高
5、寿命长,质量性能安全可靠
6、能承受较大力矩传动
7、支持正反转传动
8、适用于高刚性场合,对安装要求比较高,无补偿作用
9、铝合金和不锈钢材料
本文标题:刚性联轴器-第8讲 刚性联轴器61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1