一 : 压感纸的常见问题
压感纸 -常见问题1:选购无碳打印纸时应注意什么?
A:观察纸的外包装是否受损(如果外包装受损或变形的话有可能导致里面的纸显色)。B:打开外包装检查里面的包装是否有合格证,纸张是否受潮,是否起皱,显色是否能达到你想要的要求(通常撕下一份然后以正常的字写方式在上面写几个字,然后看看最后一层的显色程度)C:确认打印纸的规格是否是自己所需要的,以免造成不必要的浪费与麻烦。
“www.61k.com”2:无碳打印纸常用的规格有哪些?应怎样区分?
A:常用的无碳打印纸的规格是80列或132列。最为常用的是80列,尺寸是:9.5英寸X11英寸(有孔一边,一共有22个孔,每二孔之间的孔距为0.5英寸)约等于241毫米X279毫米。80列纸通常还分为三种规格:1:全页(9.5英寸X11英寸)。2:二分一(9.5英寸X11/2英寸)。3:三分一(9.5英寸X11/3英寸)
3:无碳纸起皱属于质量问题吗?
A:由于各地的气候不同,无碳纸产品从工厂到用户使用这一过程中,受气候(温度,湿度)等环境因素的影剧,纸面有可能出现一些轻微的起皱,这均属于正常现象,但如果起皱情况严重(不能正常使用力,则属于原纸的质量问题,应与厂家或经销商联系更换产品。
4:开箱后应注意哪些问题?
A:产品开箱后,若长时间不用时,应放进原包装胶袋中,以防潮,防损等。
5:产品在使用过程中应注意些什么?
A:产品使用前应先确认打印机的档位,多层打印时,尽量不用高速打印,以保证打印字迹的清晰度。
6:无碳纸打印后的文档的保存应注意哪些?
A: 各联应分开保存,如果一定要混在一起存放,应避免挤压。应避光,防水,防油,防酸,防碱。只要在适当的环境里,无碳打印纸的复写字迹至少可保存在15年。
7:打印过程中出现 卡纸现象怎么办??
A:检查打印纸的位置是否适当,是否与拖纸器对齐,打印头是否已选择适合纸张层数的位置。
8:何种打印机最适合使用多联无碳打印纸产品?
A:票据打印机或平推式打印机等等,这些打印机的设计使打印纸在机器内均不经过弯曲,打印纸平展,而且打印力度也 较大。
二 : 压铸镁合金常见的问题?
压铸镁合金常见的问题?
一、镁合金铸造的优势
1、密度轻,迎合汽车省油、家电轻量化趋势;
2、机加工切削容易,相对铝合金延长刀具寿命近1倍时间,表面加工光洁度好;
3、镁合金铸件,相对于铝合金气孔少;
4、镁合金压铸相对于铝合金粘模情况少,工人比较省力;
5、镁合金铸造相对于铝合金,模具寿命长,保养的好,模具可以使用25万模以上;
6、镁合金相对于铝合金,从固态到液态吸热少,熔化阶段比较节能;
7、中国是镁资源大国,原料稳定,国家鼓励镁合金运用;
8、镁合金铸件有吸收震动功能,是机械装置减少噪音的良好选择;
9、镁合金传热性能比较好,可做发动机和整机散热外壳;
10、强度比较高,是铝合金70%左右,可替代铝合金,运用到各个方面,前景好;
11、镁合金外观品质上乘、不易老化,可替代塑料,运用到各个方面,前景好;
12、镁合金相对塑料,有电磁屏蔽功能,可用作电器领域;
二、压铸镁合金问题:
1、原材料提炼和生产严重污染环境,镁合金运用受环保限制;
2、镁合金用覆盖剂阻燃,容易产生有害身体的“粉尘”,工人呼吸道防护,需要投入;
3、镁合金用覆盖剂阻燃,容易产生HCL气体,和水蒸气结合,产生腐蚀性极强的稀盐酸,对工厂人员、设备和厂房基建有损害,厂房顶棚行车支撑等需要防腐蚀;
4、镁合金用SF6混合气体阻燃,SF6气体由于制造混有有毒杂质,如HF等,所以需要严格管理;SF6是温室气体,在我国使用会受到限制;
5、镁合金容易燃烧,熔化、保温、运输防止燃烧,有技术门槛;
6、镁合金容易燃烧,熔化炉、保温炉的合金残渣清理工作量大;
7、镁合金容易燃烧,如果设备比较老,机器外泄漏情况频繁,合金保温炉不密封,液压油请使用不燃油,防止火灾,生产现场易燃易爆气体和液体不要存放;
8、镁合金容易燃烧,机器和熔化炉边上需要放(一大缸)黄沙放置易燃镁渣,(一大桶)阻燃覆盖剂,作为熄灭压铸过程中零星逃料产生的火情;
9、镁合金的粉尘会自燃,高温镁渣也会燃烧,需要集中特殊处理;
10、镁合金作为结构材料,容易受潮氧化,需要做表面处理,镀铬和阳极氧化污染环境镁合金作为结构材料,螺栓连接处因电化学腐蚀和蠕变,造成紧固件松动;
11、镁合金铸件热强度低,容易产生热裂纹,造成铸件漏气和断裂;
12、镁合金比热容低,热量损失快,需要模具一般需要设计加热装置;
13、镁合金遇油燃烧,遇水爆炸;大块的镁合金失控燃烧,火势难以控制,以预防为主;
三 : 压铸锌合金常见问题FQA
 锌合金具有优良的铸造性能、力学性能、韧性。在传统的产品机械件、五金件、锁具、玩具等行业应用很广。而锌合金还具有优良的热传导性能,良好的振动阻尼特性,良好的电磁屏蔽性能。因此在电子、电讯、家电产品上应用不断增长,尤其是需要解决电磁屏蔽问题的电子产品。
锌合金具有优良的铸造性能、力学性能、韧性。在传统的产品机械件、五金件、锁具、玩具等行业应用很广。而锌合金还具有优良的热传导性能,良好的振动阻尼特性,良好的电磁屏蔽性能。因此在电子、电讯、家电产品上应用不断增长,尤其是需要解决电磁屏蔽问题的电子产品。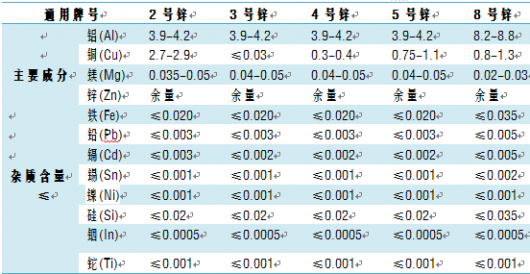 二、您用的是“好的锌合金”吗?好的锌合金必须具备以下3个特点:1、纯度高:锌锭杂质含量低:高纯度锌原料为基础,如优质的0#锌锭。 2、熔点低:好的锌合金熔点控制在380-390℃。可以使坩埚温度控制在420 ℃以下。3、锌渣少:熔化时,产生锌渣少。 三、如何来鉴别好的锌合金?1、敲断看断面,如果断面比较细腻,一般较好。
二、您用的是“好的锌合金”吗?好的锌合金必须具备以下3个特点:1、纯度高:锌锭杂质含量低:高纯度锌原料为基础,如优质的0#锌锭。 2、熔点低:好的锌合金熔点控制在380-390℃。可以使坩埚温度控制在420 ℃以下。3、锌渣少:熔化时,产生锌渣少。 三、如何来鉴别好的锌合金?1、敲断看断面,如果断面比较细腻,一般较好。 四、“便宜”的锌合金真的“便宜”吗?1、合金熔点高,将破坏锌合金的成分当坩埚温度超过420℃,会对合金中的镁和铝造成损耗,改变合金的成分,影响产品的质量,废品率上升。2、合金熔点高,能耗成本一般在生产过程中合金的设定温度是 410℃,差的锌合金可能需要设定到430℃以上。以全锌网服务过的一压铸厂中的一台88T压铸机为例:温度提升10℃,每年用电费用增加5000元,如用柴油则费用增加8000元左右。3、合金熔点高,热作件寿命减少坩埚温度正常应该是410℃左右。如果温度过高,会加快锤柄头、锤柄、钢呤、鹅颈、坩埚的磨损和腐蚀,严重时会卡死锤头。以鹅颈为例:一般好点的鹅颈需要5000元左右。一般正常鹅颈的使用寿命在150万模以上,合金液对鹅颈腐蚀严重的话,生产达到100万模就可能使其生产出现问题,严重的可能直接报废,成本明显增加。4、熔点高,模具寿命减少锌合金材料熔点升高,对模具的损伤是很大的,会减少模具的使用寿命,并且会使模具腐蚀加剧,模具寿命缩短,每模产品的成本提高。5、熔点高,产生锌渣多,有效合金成本增加按3#锌合金一吨16500元计算3%的锌渣将产生成本大概是500元。在生产中每减少1﹪的锌渣就等同于产品的成品率提高了1%,在压铸成本上计算则是压铸的成本减少了1%。 五、如何正确存储锌合金?锌合金锭存放于潮湿、肮脏的环境中,将使得锌渣增加,有效合金量减少,压铸件产品质量也将下降,所以应当对存放锌合金锭的环境进行管理。1、保证堆放区清洁、干燥2、使用前对锌合金进行抽样检测(或定期检测) 六、在使用锌合金时应该注意哪些方面?(表现在以下3个方面)1、温度:建议熔炉温度锌合金: 415-430℃,薄壁件、复杂件压铸温度可取上限,但不要超过430℃,熔炉温度愈高, 渣量同时提升。有经验的压铸工会从以下3方面用肉眼观察熔液:a、若刮渣后觉得熔液不太粘稠,也较清亮,起渣不是很快,说明温度合适。b、熔液过于粘稠,则说明温度偏低。c、刮渣后液面很快泛出一层白霜,锌液发红、起渣过快,说明温度偏高,应及时调整。2、控制(可以从以下4个方面进行):a、压铸机熔炉实际温度与熔炉显示有误差应定期使用手提探温表对熔炉温度进行检验。b、有条件的中央熔炼炉,压铸机熔炉作保温炉,从而避免在锌锅中直接加锌锭熔化时造成大幅度温度变化。集中熔炼能保证合金成分稳定。或者采用先进的金属液自动送料系统,能够保持稳定的供料速度、合金液的温度及锌锅液面高度。c、如果是在锌锅中直接加料,建议将一次加入整条合金锭改为多次加入小块合金锭,可减少因加料引起的温度变化幅度。d、需对锌合金锭预先加热处理。3、周边工具:不允许使用铁质坩埚 ,不允许使用铁质操作工具接触合金液,应该使用不锈钢勺子。(上两点主要是考虑到铁元素杂质在锌合金液当中有多方面影响) 七、如何减少锌渣?(表现在以下5个方面) 1、尽可能避免锌锅中合金液的搅动,任何方式的搅动都会导致更多的合金液与空气中氧原子的接触,从而形成更多的浮渣。 2、加热、升温要均匀,防止爆烧及局部过热,严格控制熔炼温度,温度越高,锌渣越多。 3、不要过于频繁的扒渣。当熔融的合金暴露于空气中都会发生氧化,形成浮渣,保留炉面一层薄的浮渣有利于锅中液体不进一步氧化。 4、扒渣时,使用一个多孔(Ф6 mm)盘形扒渣耙,轻轻从浮渣下面刮过,尽可能避免合金液搅动,将刮出的渣盛起,扒渣耙在锌锅边轻轻磕打,使金属液流回锌锅中。 5、控制回炉料比例,回炉料不要超过30%。 附:压铸锌合金各主要元素作用及有害杂质铝 :增加金属液的流动性;降低对铁质材料的侵蚀,比如鹅颈管、模具和坩埚。铜:增加合金的硬度和强度;改善合金的抗磨损性能;减少晶间腐蚀;镁:减少晶间腐蚀;细化合金组织,从而增加合金的强度;改善使合金的抗磨损性能;二、有害杂质危害铁(Fe) :铁是造成锌渣的主要元素;过多的铁与铝和锌会结合成中间产物(Fe2Al5和FeAL3),降低铝的含量;形成坚硬的颗粒,使表面抛光困难;不应超过0.10%铅(Pb)、锡(Sn)、铬(Cd):导致晶间腐蚀的主要元素,而晶间腐蚀进而将引发产品电镀起泡、龟裂等;各元素含量阈值:铅:不超过0.004%;锡:不超过0.002%;铬:不超过0.003%。
四、“便宜”的锌合金真的“便宜”吗?1、合金熔点高,将破坏锌合金的成分当坩埚温度超过420℃,会对合金中的镁和铝造成损耗,改变合金的成分,影响产品的质量,废品率上升。2、合金熔点高,能耗成本一般在生产过程中合金的设定温度是 410℃,差的锌合金可能需要设定到430℃以上。以全锌网服务过的一压铸厂中的一台88T压铸机为例:温度提升10℃,每年用电费用增加5000元,如用柴油则费用增加8000元左右。3、合金熔点高,热作件寿命减少坩埚温度正常应该是410℃左右。如果温度过高,会加快锤柄头、锤柄、钢呤、鹅颈、坩埚的磨损和腐蚀,严重时会卡死锤头。以鹅颈为例:一般好点的鹅颈需要5000元左右。一般正常鹅颈的使用寿命在150万模以上,合金液对鹅颈腐蚀严重的话,生产达到100万模就可能使其生产出现问题,严重的可能直接报废,成本明显增加。4、熔点高,模具寿命减少锌合金材料熔点升高,对模具的损伤是很大的,会减少模具的使用寿命,并且会使模具腐蚀加剧,模具寿命缩短,每模产品的成本提高。5、熔点高,产生锌渣多,有效合金成本增加按3#锌合金一吨16500元计算3%的锌渣将产生成本大概是500元。在生产中每减少1﹪的锌渣就等同于产品的成品率提高了1%,在压铸成本上计算则是压铸的成本减少了1%。 五、如何正确存储锌合金?锌合金锭存放于潮湿、肮脏的环境中,将使得锌渣增加,有效合金量减少,压铸件产品质量也将下降,所以应当对存放锌合金锭的环境进行管理。1、保证堆放区清洁、干燥2、使用前对锌合金进行抽样检测(或定期检测) 六、在使用锌合金时应该注意哪些方面?(表现在以下3个方面)1、温度:建议熔炉温度锌合金: 415-430℃,薄壁件、复杂件压铸温度可取上限,但不要超过430℃,熔炉温度愈高, 渣量同时提升。有经验的压铸工会从以下3方面用肉眼观察熔液:a、若刮渣后觉得熔液不太粘稠,也较清亮,起渣不是很快,说明温度合适。b、熔液过于粘稠,则说明温度偏低。c、刮渣后液面很快泛出一层白霜,锌液发红、起渣过快,说明温度偏高,应及时调整。2、控制(可以从以下4个方面进行):a、压铸机熔炉实际温度与熔炉显示有误差应定期使用手提探温表对熔炉温度进行检验。b、有条件的中央熔炼炉,压铸机熔炉作保温炉,从而避免在锌锅中直接加锌锭熔化时造成大幅度温度变化。集中熔炼能保证合金成分稳定。或者采用先进的金属液自动送料系统,能够保持稳定的供料速度、合金液的温度及锌锅液面高度。c、如果是在锌锅中直接加料,建议将一次加入整条合金锭改为多次加入小块合金锭,可减少因加料引起的温度变化幅度。d、需对锌合金锭预先加热处理。3、周边工具:不允许使用铁质坩埚 ,不允许使用铁质操作工具接触合金液,应该使用不锈钢勺子。(上两点主要是考虑到铁元素杂质在锌合金液当中有多方面影响) 七、如何减少锌渣?(表现在以下5个方面) 1、尽可能避免锌锅中合金液的搅动,任何方式的搅动都会导致更多的合金液与空气中氧原子的接触,从而形成更多的浮渣。 2、加热、升温要均匀,防止爆烧及局部过热,严格控制熔炼温度,温度越高,锌渣越多。 3、不要过于频繁的扒渣。当熔融的合金暴露于空气中都会发生氧化,形成浮渣,保留炉面一层薄的浮渣有利于锅中液体不进一步氧化。 4、扒渣时,使用一个多孔(Ф6 mm)盘形扒渣耙,轻轻从浮渣下面刮过,尽可能避免合金液搅动,将刮出的渣盛起,扒渣耙在锌锅边轻轻磕打,使金属液流回锌锅中。 5、控制回炉料比例,回炉料不要超过30%。 附:压铸锌合金各主要元素作用及有害杂质铝 :增加金属液的流动性;降低对铁质材料的侵蚀,比如鹅颈管、模具和坩埚。铜:增加合金的硬度和强度;改善合金的抗磨损性能;减少晶间腐蚀;镁:减少晶间腐蚀;细化合金组织,从而增加合金的强度;改善使合金的抗磨损性能;二、有害杂质危害铁(Fe) :铁是造成锌渣的主要元素;过多的铁与铝和锌会结合成中间产物(Fe2Al5和FeAL3),降低铝的含量;形成坚硬的颗粒,使表面抛光困难;不应超过0.10%铅(Pb)、锡(Sn)、铬(Cd):导致晶间腐蚀的主要元素,而晶间腐蚀进而将引发产品电镀起泡、龟裂等;各元素含量阈值:铅:不超过0.004%;锡:不超过0.002%;铬:不超过0.003%。性能 | 合金牌号 | ||||||
2# | 3# | 5# | 7# | ZA8 | ZA12 | ZA27 | |
抗热裂性 | 1 | 1 | 2 | 1 | 2 | 3 | 4 |
气密性 | 3 | 1 | 2 | 1 | 3 | 3 | 4 |
压铸性能 | 1 | 1 | 1 | 1 | 2 | 3 | 3 |
零件复杂性 | 1 | 1 | 1 | 1 | 2 | 3 | 3 |
尺寸精确性 | 1 | 1 | 1 | 1 | 2 | 2 | 3 |
尺寸稳定性 | 4 | 2 | 2 | 1 | 2 | 3 | 4 |
耐蚀性 | 2 | 3 | 3 | 2 | 2 | 2 | 1 |
抗冷隔缺陷 | 2 | 2 | 2 | 1 | 2 | 3 | 4 |
加工性能和质量 | 1 | 1 | 1 | 1 | 2 | 3 | 4 |
抛光性和质量 | 2 | 1 | 1 | 1 | 2 | 3 | 4 |
电镀性能和质量 | 1 | 1 | 1 | 1 | 1 | 2 | 3 |
阳极处理 | 1 | 1 | 1 | 1 | 1 | 2 | 2 |
化学涂层 | 1 | 1 | 1 | 1 | 2 | 3 | 3 |
注:1表示最佳,5表示最差
本文标题:压铸常见问题-压感纸的常见问题61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1