一 : 无机阻燃剂概念与特性
无机阻燃剂
来源:世界化工网
全文请访问:
一、 无机阻燃剂在阻燃剂领域中的地位
无机阻燃剂具有热稳定性好,不会发,不生产有毒或腐蚀性气体等优点,他们越来越受到世界各国的普遍重视。早在1985年时,美国无机阻燃剂消费量就占阻燃剂总消费量的55%以上,1984年时,日本无机阻燃剂消费量也占阻燃剂总消费量的64%以上。这种 比例在工业发达国家近年来仍在上升。
我国有机原料比较紧缺,在一定程度上影响了有机阻燃剂的发展。而我国无机阻燃剂的矿产资源极其丰富,如锑的总储量占世界总储量的48.2%,氧化铝的产量和质量在世界上都有一定的影响。另外,钼,硼,镁的资源也比较丰富。丰富的矿产资源为发展我国的无机阻燃剂工业创造了有利的条件。
二、 无机阻燃剂的分类和特点
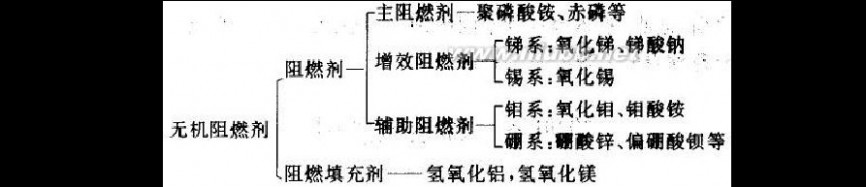
1. 无机阻燃剂的分类
无机阻燃剂的分类如下:
2. 无机阻燃剂的特点
无机阻燃剂和有机阻燃剂想比较,有如下特点:
① 毒性低,绝大多数的无机阻燃剂是无毒的;
② 热稳定性好,不挥发,不析出,有持久的阻燃效果,不产
生腐蚀性气体;
③ 价格低廉;
④ 发烟量低,很多无机阻燃剂还是较好的消烟剂,如硼酸锌,
钼酸铵。
在使用方面,无机阻燃剂还有如下特点:
(1) 需经过表面处理 很多无机阻燃剂(如赤磷)尤其是
无机阻燃剂填料和高分子材料在物理形态和化学结构上极不相同,两者亲和性极差。为了改变填充剂的表面活性,一般需加入表面活性剂或偶联剂来进行表面包覆处理,以增加填充剂和树脂之间的结合力,提高填充剂的用量比例,改善材料的加工性能以及物理性能机械性能。

(2) 颗粒微细化 无机阻燃剂一般都是高熔点的化合物,
在合成材料的加工温度下,都是以颗粒状态存在于体系中。为了提高阻燃剂的分散性,增加阻燃效果,一般要求阻燃剂的颗粒越细越好。当然,采用何种细度等级要视具使用场合而定。如同样是三氧化二锑,在塑料中应用时,一般采用粒径为1.3~1.5μm的规格,而在涤纶,尼龙等纤维中则要求平均粒度在0.1μm一下,最大粒径不能超过0.5μm。
(3) 产品精细化,细节化 无机阻燃剂根据不同的使用对
象和使用要求,可以制成不同形式,不同等级的系列产品,如氧化锑,可有超细,透明,胶体等各种不同级别。氢氧化铝——牛宝宝日记本——也可以制成透明,超细和各种表面处理的系列产品。
二 : 无机阻燃剂
无机阻燃剂
高分子材料是极易燃物质。(www.61k.com]高分子材料制品(塑料、橡胶、化纤等)是人类生活不可缺少的必需品。因此,解决它们的阻燃问题,很久以来是人们关注的大事。20世纪80年代之前,大多采用含卤素阻燃体系。含卤阻燃体系阻燃效果好,但燃烧时产生大量浓烟和有毒有害气体。随着人们环保意识和安全意识的提高,无卤阻燃剂的推广应用已成为今后阻燃剂行业发展的必然趋势。
无机阻燃剂主要有:三氧化二锑、氢氧化镁、氢氧化铝、硼酸锌
1.1 氢氧化铝(ATH)
目前ATH的消耗量最大,约占有机、无机阻燃剂总量的50%以上,占无机阻燃剂近80%。 由于ATH具有无毒、阻燃和消烟等功能,在火灾中不会产生有毒有害气体,无大量黑烟产生,制品回收过程中也不会产生二次污染,所以在阻燃剂行业中越来越受青睐.ATH的折光指数与聚酯相近,填充到聚酯中遮盖力低,由透明仿玉感,被大量用于聚酯型仿玉大理石。ATH抗电弧性与电绝缘性好,在多种树脂中易分散,可广泛用于不饱和树脂模压制品,如SMC、BMC、玻璃钢建材,加工温度低于180℃环氧树脂、酚醛树脂、PE/EVA电缆料和发泡保温材料等。ATH最达缺点是分解温度低,180-200℃即可分解失水,大多数树脂的 加工温度都高于该分解温度,严重影响了它在热塑料树脂中的应用。
ATH属于填充型阻燃剂,阻燃性能低,单一使用添加量必须大于50%(质量分数,下同),方可达到一定级别的阻燃效果。但是,提高阻燃剂用量会降低制品的力学性能。ATH一定要超细化,平均粒径为一般为1-2um,最大粒径不超过5um,而且要用偶联剂进
行表面活化处理。ATH可以与多种阻燃剂复配,通过它们之间的协同效应提高其阻燃性能。
1.2氢氧化镁(MH或MDH)
MH在阻燃、无毒和消烟性能上与ATH基本相同,只是表面极性比ATH大。在无机阻燃剂中MH的销量仅次于ATH。由于MH在某些性能上优于ATH,中国市场价格又远低于ATH,所以消费量近两年急剧增长,大有取代ATH的发展趋势。
市场上用作阻燃剂的MH一般有两种:一种是以天然水镁石矿经超细粉碎制成的天然MH,另一种是以卤水为原料经过化学方法制成的化学法MH.由于原材料成本和加工成本上的差异,二者的价格相差很大,后者几乎是前者的2倍多。目前中国市场销售的阻燃剂MH,主要是矿石法天然MH。
MH与ATH同属环保填充型无机阻燃剂,各种性能也基本相同。但与ATH相比,MH最大的优势是失水温度高,为330-340℃,几乎在所有塑料成型加工温度下稳定,无失水现象,其应用范围远远超过ATH。MH的极性大于ATH,与树脂尤其是非极性树脂相容性差,与树脂链之间难以形成稳定的界面层,在表面活化处理上要求高,难度也更大。与ATH相比MH更显碱性,在生产SMC,BMC或玻璃钢制品中,所用不饱和树脂如果呈酸性,MH将与其发生化学反应,使物料流动性差,影响加工。所以在该领域中主要用ATH做阻燃剂。而在EVA中MH的阻燃效果远比ATH好,这主要是应为EVA受热释放出来的醋酸与MH反应可生成更多水的缘故。
无机阻燃剂所关注的重点难点
阻燃剂在阻燃高分子材料中所占的比例非常大,从透明PC的千分之几到无卤阻燃的60%,阻燃剂的种类,阻燃机理,添加量,环保标准,阻燃级别无疑是广大从业者最为关注的问题。
无机阻燃剂 无机阻燃剂
阻燃剂所关注的重点难点问题
同样一种阻燃剂,在不同的材料有不同的效果;
同样一种阻燃剂,在相同材料,不同配方组成中,也有不一样的效果;
同样一种阻燃剂,在不同的厂家不同的工艺条件下,生产出来的阻燃级别也不一样; 同一种材料,不同 配方要用不同的阻燃剂;
同一种聚合物基材体系,不同价格需要不同的阻燃体系;
不同阻燃级别,对于同一种材料,相同的配方体系,价格不同;
三 : 无机阻燃剂的主要类型
无机阻燃剂 -主要类型 氢氧化铝阻燃剂(ATH) 氢氧化铝 (简称ATH) 阻燃剂,具有无毒、稳定性好,高温下不产生有毒气体,还能减少塑料燃烧时的发烟量等优点,而且价格低廉,来源广泛。氢氧化铝的脱水吸热温度较低,约为235~350℃,因此在塑料刚开始燃烧时的阻燃效果显著。ATH在添加量为40%时,可显著减缓PE(聚乙烯)、PP(聚丙烯)、PVC(聚氯乙稀)及ABS(丙稀腈/丁二烯/苯乙烯共聚物)等的热分解温度,具有良好的阻燃及降低发烟量的效果。添加50%的氢氧化铝的聚烯烃,在日本主要用于制作食品包装材料,添加60%氢氧化铝的阻燃聚烯烃可用作建筑材料及汽车、船舶的内部装饰材料。四 : 无机阻燃剂概念与特性
无机阻燃剂
来源:世界化工网
全文请访问:
一、 无机阻燃剂在阻燃剂领域中的地位
无机阻燃剂具有热稳定性好,不会发,不生产有毒或腐蚀性气体等优点,他们越来越受到世界各国的普遍重视。[www.61k.com]早在1985年时,美国无机阻燃剂消费量就占阻燃剂总消费量的55%以上,1984年时,日本无机阻燃剂消费量也占阻燃剂总消费量的64%以上。这种比例在工业发达国家近年来仍在上升。
我国有机原料比较紧缺,在一定程度上影响了有机阻燃剂的发展。而我国无机阻燃剂的矿产资源极其丰富,如锑的总储量占世界总储量的48.2%,氧化铝的产量和质量在世界上都有一定的影响。另外,钼,硼,镁的资源也比较丰富。丰富的矿产资源为发展我国的无机阻燃剂工业创造了有利的条件。
二、 无机阻燃剂的分类和特点
1. 无机阻燃剂的分类
无机阻燃剂的分类如下:
无机阻燃剂 无机阻燃剂概念与特性
2. 无机阻燃剂的特点
无机阻燃剂和有机阻燃剂想比较,有如下特点:
① 毒性低,绝大多数的无机阻燃剂是无毒的;
② 热稳定性好,不挥发,不析出,有持久的阻燃效果,不产
生腐蚀性气体;
③ 价格低廉;
④ 发烟量低,很多无机阻燃剂还是较好的消烟剂,如硼酸锌,
钼酸铵。[www.61k.com)
在使用方面,无机阻燃剂还有如下特点:
(1) 需经过表面处理 很多无机阻燃剂(如赤磷)尤其是
无机阻燃剂填料和高分子材料在物理形态和化学结构上极不相同,两者亲和性极差。为了改变填充剂的表面活性,一般需加入表面活性剂或偶联剂来进行表面包覆处理,以增加填充剂和树脂之间的结合力,提高填充剂的用量比例,改善材料的加工性能以及物理性能机械性能。
无机阻燃剂 无机阻燃剂概念与特性
(2) 颗粒微细化 无机阻燃剂一般都是高熔点的化合物,
在合成材料的加工温度下,都是以颗粒状态存在于体系中。(www.61k.com)为了提高阻燃剂的分散性,增加阻燃效果,一般要求阻燃剂的颗粒越细越好。当然,采用何种细度等级要视具使用场合而定。如同样是三氧化二锑,在塑料中应用时,一般采用粒径为1.3~1.5μm的规格,而在涤纶,尼龙等纤维中则要求平均粒度在0.1μm一下,最大粒径不能超过0.5μm。
(3) 产品精细化,细节化 无机阻燃剂根据不同的使用对
象和使用要求,可以制成不同形式,不同等级的系列产品,如氧化锑,可有超细,透明,胶体等各种不同级别。氢氧化铝也可以制成透明,超细和各种表面处理的系列产品。
本文标题:无机阻燃剂-无机阻燃剂概念与特性61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1