一 : 8t立式压铸机说明书
EFT80-8T-A






立式压铸机上海潘宏机械设备有限公司
立式压铸机 8t立式压铸机说明书
出厂检验(合格证)
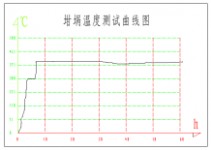
本设备在公司经过以下方式和时间测试,经验证合格现准予出厂!测试时间:96小时,坩埚加温时间80小时,坩埚加热温度第一步设置300℃加热5小时,第二步设置400℃加热75小时,炉嘴加温时间62小时,设置加热温度430℃,油泵开启时间50小时,油泵测试压力30KG;测试时间内电磁阀动作次数320次,合模次数320次,坩埚活塞动作次数
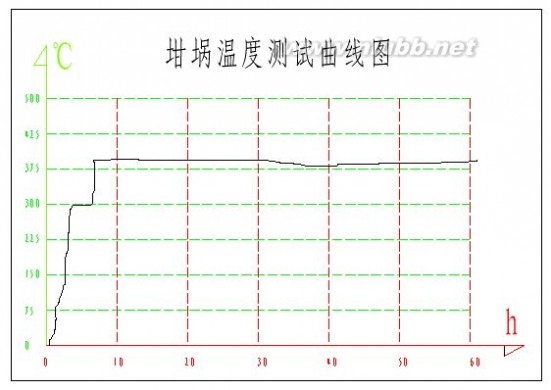
110次;
上海潘宏机械设备有限公司设备编号:1208558检验员:检①安永军;2012年月日
立式压铸机 8t立式压铸机说明书
目录
1、出厂检验(合格证)
2、危险提示
3、概述
4、设备组成
5、主要参数
6、安装和调整
7、操作规程
8、操作面板
9、易损件清单
10、保养和维护
11、装箱清单
12、附页(预约定时设置)
13、电路原理图接线原理图
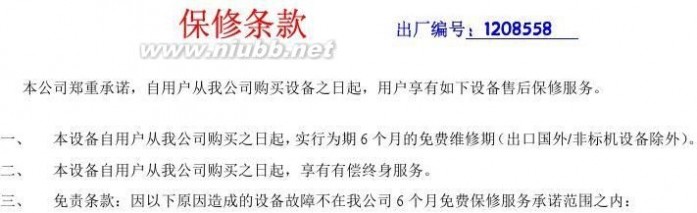
14、保修条款
立式压铸机 8t立式压铸机说明书
提示:开机必读
危险提示:
1、本设备一定要接地,
2、调试模具时,一定要将射料开关调到“射料已关”状态,以免喷
出(切记)!
3、在没放钢丝绳到模具内不要将射料开关调到“射料已开”状态!
(以免喷出料烫伤,切记)
4、锌合金融化中、和溶化后非专业人员切勿操作!
5、下班前将锅内的锌合金料舀出至低于活塞缸套平面到一公分位
置(这样可延长干锅寿命)
6、沿压铸模具缝隙平面以内不可站人,以免喷出料烫伤!
7、注意:温控器设置值不可高于445℃,以免加温时活塞缸套卡
死和损坏!
8、在正常工作中,请将模具上面的防护罩盖上,以免喷出料!
9、如果锅内翻料,或总是溅出料,说明干锅的寿命到了,请及时
更换干锅!
10、使用本机时请一定要接地线;
立式压铸机 8t立式压铸机说明书
3、概述:
EFT80-8T-A型压铸机主要用于对ф1-ф3.5mm钢丝进行压铸锌合金部件,该设备的主要特点是:运行稳定可靠和使用精度高,速度快,整机采用45#钢铸板、机铰、配以加工中心精密加工,外形材料都以电脑水切割切至而成,外形美观坚固耐用,主导柱采用40Cr钢材经热处理后表面镀铬制成,液压泵采用vickers叶片泵,噪音小,寿命长不发烫等优点,加热采用电热管配入锅体加热,加温系统采用PLC控制全自动调压模块以先进的PID控制方式调节温度,温差小,保温好,寿命长,本设备广泛用于交通、航空、医疗等行业刹车线、拉索线、连结线、沙发操纵杆,操纵线(杆)的必备设备!
4、设备组成
该机主要由如下八部分:
2.1、融化系统:由4.5KW电热管,再对锌合金锅进行加热至400℃,
2.2、液压系统:由2P叶片泵、油路分路板、电磁阀等组成,
2.3、模具:采用原台湾统一模具尺寸,全系列压铸机可用!
2.4、机架部件:主要由45#钢板焊接而成,再去锈处理,再经过高
温调质定型,在烤漆处理,外形美观、耐污;
立式压铸机 8t立式压铸机说明书
2.5、电控装置:主要由触摸屏,plc控制PID双向温控器、接触器、
断路器、双向可控硅等电器元件及柜体组成。[www.61k.com]
2.6、冷却系统:由冷却泵、管道、接头、冷却箱体等组成,
对压铸模具进行冷却;
5、主要参数’
3.1、压铸钢丝直径:
3.2、最快压铸速度”:ф1~ф3mm12/min
3.4主电机:2pYOLON牌电机,
3.6、泠却泵电机:DB-12
3.7、使用电源:
3.7..1、电压:三相380v±7%+零线
3.7.2、频率:50±5Hz
3.8、整机容量:6KW
3.9、设备安装后所占空间:1145×1000×1720mm
3.10、设备重量:约0.8T
6、安装和调整
4.1、地基:设备地基必须是100mm以上的水泥地面。
4.2、将设备放置在地基上,摆好位置,使设备的4个脚板
与地面接触良好,以保证正常工作时机架不变形,不抖动。
4.3、调整:
立式压铸机 8t立式压铸机说明书
①.合模油缸速度快慢调整,合模要快调整T1,开模速度要
快调整T2(见图)
②.射料油缸调整,要看压出的产品要求还有产品质量,
按实际要求调整,要是压出产品表面有花纹:1.是冷模具,压几模即可,2.压力不足,调整小油缸R1,3.压出产品毛刺太大,调整R1(见图);
③.模具正常压不出料,进料口带柄,请调整小油缸R2,压出的产品的进料口太空不好下料,请调整小油缸R2(见图)

;
7、操作规程
设备安装调式完毕(注意液压泵转向方向和冷却泵旋转方向)和日常
使用过程中,必须遵循;
立式压铸机 8t立式压铸机说明书
5.1、接通控制箱边上的断路器,设备处于待操作状态;
5.2、打开电源开关,稍等30秒左右,等待触摸屏打开后,
旋转‘预约加温’旋钮至加温位置,触摸屏会自动跳转至温控界面,此时坩埚开始加温,炉嘴暂时不加温,等到坩埚温度到达350℃后,炉嘴会自动加温,(注意:设置值不可高于445℃),(危险提示:锌合金融化中、和溶化后非专业人员切勿操作,以免烫伤!)
5.3、待温度上升至所需温度并锅内的锌合金已经融化,
将‘手动自动’旋钮旋至手动界面,点击触摸屏上面的,手动上升,将模具上升到顶部,在旋钮至自动界面,将油泵打开,将射料开关关闭,(正常情况下是关闭位置),按下操作盒上面的手动合模开关,让机器先空试机几次,
5.4、将模具安装好,冷却管插在模具上,不要有漏水现象,
注意:此时将“射料开关”调至‘射料关闭’位置,在按手动合模开关,和模后不要有缝隙现象,在循环几次,确认模具安装无误!
5.5、最后将射料开关打开,将钢丝绳放好,就可以自动工
作了,
5.6、下班之前将锅内的锌合金料尧至低于活塞缸套平面到一
公分位置最佳;(这样对干锅的寿命延长很多倍)
立式压铸机 8t立式压铸机说明书

8、操作面板开关指示图:
1、电源开关:打开主机控制电源
2、电源指示:显示主控电源已开启
3、预约加热:预约开启后时间到自动加温,加热开启直接加温
4、手动自动:手动开启后只能手动上下模具,自动开启方可连续
运行
5、坩埚电流:显示坩埚电热管的三相电流,
6、温控系统:显示温控系统状况,
预约信号灯闪烁:正在等待时间到开启预约
常亮:预约时间到正在加热
坩埚信号灯闪烁:温控不正常,需要检查加热系统
常亮:坩埚正在加热
炉嘴信号灯闪烁:炉嘴温控不正常,需要检查加热系统
炉嘴正在加热
立式压铸机 8t立式压铸机说明书
9、保养和维护:
6.1、定期检查冷却管路有无漏水和堵塞;6.2、定期检查螺钉是否松动,并应拧紧;6.3、定期检查加热圈、加热管是否正常工作;6.4、每天必需给模具、导套、铜套加油润滑;6.5、每年给油箱更换液压油,对液压泵有好处;10、易损件清单:
易损件名称
接触器电磁继电器光电开关断路器电换向阀磁阀
型号CJX1-22/32.
220V
HH62PN24VDCSN04-N
DZ47-63-D63-3P请按实际型号选配
11.装箱清单:
整机工具箱内六角扳手活动扳手
说明书.合格证.保修条款
1台1个1套1把各1份
感谢使用上海潘宏机械设备有限公司非标设备(本公司是百度、谷歌、阿里巴巴赞助商)
立式压铸机 8t立式压铸机说明书
12、预约定时设置
1.将预约加热旋钮开关旋至预约位置,
2.触摸屏会自动显示预约画面,
3.点击画面上面的预约开始时间,弹出按键框,
4.用手点击需要开启的时间先点小时后点分钟,
5.在点击预约停止时间,如上一样,输入时间,
6.预约停止是防止第二天早上没人开机,设备会自动停止
7.预约设置好后,面板预约指示灯会闪烁,表示预约已开启
8.预约设置好后,面板上面有关闭屏幕按钮,人离开之前请点击关闭显示屏,再点击一次屏幕会自动亮起!
立式压铸机 8t立式压铸机说明书
①
②
③④
⑤
⑥用户不依照《设备说明书》中所列程序进行正确的操作;用户未经与我公司沟通自行修理设备或擅自改造设备造成设备故障;用户超过设备的标准适用范围使用设备引发的设备故障;因用户使用环境不良导致设备器件异常老化或引发故障;由于地震、火灾、风、水灾害、雷击、异常电压或其他自然灾害等不可抗力的原因造成的设备损坏;用户购买设备后在运输过程中因运输方式选择不当发生跌损或其他外力侵入导致的设备损坏(运输
方式由用户合理选择,本公司协助代为办理托用手续);
四、
1)
2)
3)在下列情况下,我公司有权不予提供保修服务:我公司设备中标识的品牌、商标、序号、铭牌等标识毁损或无法确认时;用户未按双方签订的《销售合同》付清货款时;用户比对我公司的售后服务提供单位故意隐藏设备在安装、配线、操作、维护或其他过程中的不
正当使用情况时。[www.61k.com)
五、.设备超出质保期后,公司提供有偿式维修。盖章有效。
立式压铸机 8t立式压铸机说明书


上海潘宏机械设备有限公司
SHANGHAIPANHONGMACHINERTEQUIPMENTCO.,LTD
电话:86-21-39875664
传真:86-21-59755664
手机:13611965975tel:86-21-39875664fax:86-21-59755664mobile:13611965975
地址:上海市青浦区赵巷镇和睦路542号
Add:NO.542HEMURD,ZHAOXIANGTOWN,QINGPUDISTICT,SHANGHAI
上海潘宏机械驻巴基斯坦.迪拜国际销售中心
电话/tel:+922132720166传真/fax:+922136145579
联系人/Contact:MasoodObaid手机/mobile:+923018266808
地址/Add:302.pilotHouse.PlazaSquare.M.A.jinnahRoad.Karachi-Pakistan
版本:1203
二 : 8t立式压铸机说明书
EFT80-8T-A






立式压铸机上海潘宏机械设备有限公司
出厂检验(合格证)
本设备在公司经过以下方式和时间测试,经验证合格现准予出厂!测试时间:96小时,坩埚加温时间80小时,坩埚加热温度第一步设置300℃加热5小时,第二步设置400℃加热75小时,炉嘴加温时间62小时,设置加热温度430℃,油泵开启时间50小时,油泵测试压力30KG;测试时间内电磁阀动作次数320次,合模次数320次,坩埚活塞动作次数
110次;
上海潘宏机械设备有限公司设备编号:1208558检验员:检①安永军;2012年月日
目录
1、出厂检验(合格证)
2、危险提示
3、概述
4、设备组成
5、主要参数
6、安装和调整
7、操作规程
8、操作面板
9、易损件清单
10、保养和维护
11、装箱清单
12、附页(预约定时设置)
13、电路原理图接线原理图
14、保修条款
提示:开机必读
危险提示:
1、本设备一定要接地,
2、调试模具时,一定要将射料开关调到“射料已关”状态,以免喷
出(切记)!
3、在没放钢丝绳到模具内不要将射料开关调到“射料已开”状态!
(以免喷出料烫伤,切记)
4、锌合金融化中、和溶化后非专业人员切勿操作!
5、下班前将锅内的锌合金料舀出至低于活塞缸套平面到一公分位
置(这样可延长干锅寿命)
6、沿压铸模具缝隙平面以内不可站人,以免喷出料烫伤!
7、注意:温控器设置值不可高于445℃,以免加温时活塞缸套卡
死和损坏!
8、在正常工作中,请将模具上面的防护罩盖上,以免喷出料!
9、如果锅内翻料,或总是溅出料,说明干锅的寿命到了,请及时
更换干锅!
10、使用本机时请一定要接地线;
3、概述:
EFT80-8T-A型压铸机主要用于对ф1-ф3.5mm钢丝进行压铸锌合金部件,该设备的主要特点是:运行稳定可靠和使用精度高,速度快,整机采用45#钢铸板、机铰、配以加工中心精密加工,外形材料都以电脑水切割切至而成,外形美观坚固耐用,主导柱采用40Cr钢材经热处理后表面镀铬制成,液压泵采用vickers叶片泵,噪音小,寿命长不发烫等优点,加热采用电热管配入锅体加热,加温系统采用PLC控制全自动调压模块以先进的PID控制方式调节温度,温差小,保温好,寿命长,本设备广泛用于交通、航空、医疗等行业刹车线、拉索线、连结线、沙发操纵杆,操纵线(杆)的必备设备!
4、设备组成
该机主要由如下八部分:
2.1、融化系统:由4.5KW电热管,再对锌合金锅进行加热至400℃,
2.2、液压系统:由2P叶片泵、油路分路板、电磁阀等组成,
2.3、模具:采用原台湾统一模具尺寸,全系列压铸机可用!
2.4、机架部件:主要由45#钢板焊接而成,再去锈处理,再经过高
温调质定型,在烤漆处理,外形美观、耐污;
2.5、电控装置:主要由触摸屏,plc控制PID双向温控器、接触器、
断路器、双向可控硅等电器元件及柜体组成。
2.6、冷却系统:由冷却泵、管道、接头、冷却箱体等组成,
对压铸模具进行冷却;
5、主要参数’
3.1、压铸钢丝直径:
3.2、最快压铸速度”:ф1~ф3mm12/min
3.4主电机:2pYOLON牌电机,
3.6、泠却泵电机:DB-12
3.7、使用电源:
3.7..1、电压:三相380v±7%+零线
3.7.2、频率:50±5Hz
3.8、整机容量:6KW
3.9、设备安装后所占空间:1145×1000×1720mm
3.10、设备重量:约0.8T
6、安装和调整
4.1、地基:设备地基必须是100mm以上的水泥地面。
4.2、将设备放置在地基上,摆好位置,使设备的4个脚板
与地面接触良好,以保证正常工作时机架不变形,不抖动。
4.3、调整:
①.合模油缸速度快慢调整,合模要快调整T1,开模速度要
快调整T2(见图)
②.射料油缸调整,要看压出的产品要求还有产品质量,
按实际要求调整,要是压出产品表面有花纹:1.是冷模具,压几模即可,2.压力不足,调整小油缸R1,3.压出产品毛刺太大,调整R1(见图);
③.模具正常压不出料,进料口带柄,请调整小油缸R2,压出的产品的进料口太空不好下料,请调整小油缸R2(见图)

;
7、操作规程
设备安装调式完毕(注意液压泵转向方向和冷却泵旋转方向)和日常
使用过程中,必须遵循;
5.1、接通控制箱边上的断路器,设备处于待操作状态;
5.2、打开电源开关,稍等30秒左右,等待触摸屏打开后,
旋转‘预约加温’旋钮至加温位置,触摸屏会自动跳转至温控界面,此时坩埚开始加温,炉嘴暂时不加温,等到坩埚温度到达350℃后,炉嘴会自动加温,(注意:设置值不可高于445℃),(危险提示:锌合金融化中、和溶化后非专业人员切勿操作,以免烫伤!)
5.3、待温度上升至所需温度并锅内的锌合金已经融化,
将‘手动自动’旋钮旋至手动界面,点击触摸屏上面的,手动上升,将模具上升到顶部,在旋钮至自动界面,将油泵打开,将射料开关关闭,(正常情况下是关闭位置),按下操作盒上面的手动合模开关,让机器先空试机几次,
5.4、将模具安装好,冷却管插在模具上,不要有漏水现象,
注意:此时将“射料开关”调至‘射料关闭’位置,在按手动合模开关,和模后不要有缝隙现象,在循环几次,确认模具安装无误!
5.5、最后将射料开关打开,将钢丝绳放好,就可以自动工
作了,
5.6、下班之前将锅内的锌合金料尧至低于活塞缸套平面到一
公分位置最佳;(这样对干锅的寿命延长很多倍)

8、操作面板开关指示图:
1、电源开关:打开主机控制电源
2、电源指示:显示主控电源已开启
3、预约加热:预约开启后时间到自动加温,加热开启直接加温
4、手动自动:手动开启后只能手动上下模具,自动开启方可连续
运行
5、坩埚电流:显示坩埚电热管的三相电流,
6、温控系统:显示温控系统状况,
预约信号灯闪烁:正在等待时间到开启预约
常亮:预约时间到正在加热
坩埚信号灯闪烁:温控不正常,需要检查加热系统
常亮:坩埚正在加热
炉嘴信号灯闪烁:炉嘴温控不正常,需要检查加热系统
炉嘴正在加热
9、保养和维护:
6.1、定期检查冷却管路有无漏水和堵塞;6.2、定期检查螺钉是否松动,并应拧紧;6.3、定期检查加热圈、加热管是否正常工作;6.4、每天必需给模具、导套、铜套加油润滑;6.5、每年给油箱更换液压油,对液压泵有好处;10、易损件清单:
易损件名称
接触器电磁继电器光电开关断路器电换向阀磁阀
型号CJX1-22/32.
220V
HH62PN24VDCSN04-N
DZ47-63-D63-3P请按实际型号选配
11.装箱清单:
整机工具箱内六角扳手活动扳手
说明书.合格证.保修条款
1台1个1套1把各1份
感谢使用上海潘宏机械设备有限公司非标设备(本公司是百度、谷歌、阿里巴巴赞助商)
12、预约定时设置
1.将预约加热旋钮开关旋至预约位置,
2.触摸屏会自动显示预约画面,
3.点击画面上面的预约开始时间,弹出按键框,
4.用手点击需要开启的时间先点小时后点分钟,
5.在点击预约停止时间,如上一样,输入时间,
6.预约停止是防止第二天早上没人开机,设备会自动停止
7.预约设置好后,面板预约指示灯会闪烁,表示预约已开启
8.预约设置好后,面板上面有关闭屏幕按钮,人离开之前请点击关闭显示屏,再点击一次屏幕会自动亮起!

①
②
③④
⑤
⑥用户不依照《设备说明书》中所列程序进行正确的操作;用户未经与我公司沟通自行修理设备或擅自改造设备造成设备故障;用户超过设备的标准适用范围使用设备引发的设备故障;因用户使用环境不良导致设备器件异常老化或引发故障;由于地震、火灾、风、水灾害、雷击、异常电压或其他自然灾害等不可抗力的原因造成的设备损坏;用户购买设备后在运输过程中因运输方式选择不当发生跌损或其他外力侵入导致的设备损坏(运输
方式由用户合理选择,本公司协助代为办理托用手续);

四、
1)
2)
3)在下列情况下,我公司有权不予提供保修服务:我公司设备中标识的品牌、商标、序号、铭牌等标识毁损或无法确认时;用户未按双方签订的《销售合同》付清货款时;用户比对我公司的售后服务提供单位故意隐藏设备在安装、配线、操作、维护或其他过程中的不
正当使用情况时。
五、.设备超出质保期后,公司提供有偿式维修。盖章有效。


上海潘宏机械设备有限公司
SHANGHAIPANHONGMACHINERTEQUIPMENTCO.,LTD
电话:86-21-39875664
传真:86-21-59755664
手机:13611965975tel:86-21-39875664fax:86-21-59755664mobile:13611965975
地址:上海市青浦区赵巷镇和睦路542号
Add:NO.542HEMURD,ZHAOXIANGTOWN,QINGPUDISTICT,SHANGHAI
上海潘宏机械驻巴基斯坦.迪拜国际销售中心
电话/tel:+922132720166传真/fax:+922136145579
联系人/Contact:MasoodObaid手机/mobile:+923018266808
地址/Add:302.pilotHouse.PlazaSquare.M.A.jinnahRoad.Karachi-Pakistan
版本:1203
本文标题:立式压铸机-8t立式压铸机说明书61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1